
以下是:热喷铝喷锌的产品参数
电弧喷锌施工 具备防腐资质 电弧喷铝 管道外壁喷铝 喷锌 闸门喷铝 锅炉内壁喷合金 桥梁热喷铝 喷锌 火焰喷铝 热喷铝施工: 139 6193 4918 (技术专工) 火焰热喷锌 电弧喷锌 喷铝 喷耐磨合金 喷铜 喷不锈钢 专业施工:153 8059 3638 (指导工程师) 热喷铝喷锌,华电高空工程有限公司专业从事热喷铝喷锌,联系人:朱雄飞,电话:13961934918、15380593638,QQ:784669153,发货地:人民路金融城发货到四川省 遂宁市 船山区、安居区、蓬溪县、射洪市、大英县,以下是热喷铝喷锌的详细页面。 四川省,遂宁市 遂宁市地处四川省城镇化发展主轴,是四川省战略部署建设的“六大都市区”之一,成都平原城市群重要组成部分。成渝地区双城经济圈中联动成渝的重要门户枢纽和成渝发展主轴绿色经济强市。是中国旅游城市、全国双拥模范城市、全国文明城市、全球绿色城市、园林城市、国际花园城市、卫生城市、中国十佳宜居城市。
热喷铝喷锌的详细视频已经上传,从产品的外观到内在,从功能到性能,视频将为您呈现一个真实、的产品形象。以下是:热喷铝喷锌的图文介绍
采用热喷涂电弧喷铝的方法耐腐蚀能力 1. 施工工序 工程的防腐施工在钢桁架及上、下次梁构件制作完成后进行。施工顺序:生产准备→构件表面处理→构件热喷锌→构件封闭处理→构件喷锌质量检测。其中构件表面处理、构件热喷锌是工程的主要工序。 2. 施工准备 1、做好构件交接工作、确定施工的生产组织方式、施工机具的配置(6m3/min空压机两台、储气罐两台、无污染喷砂机两台、油水分离器四个、砂罐两个、SAP-1型喷枪四把、磁性测厚仪两台等)。 2、施工之前作到三通一平。机械安装调试。现场所有的压力设备必须复检合格,方可使用。 3、按品种、规格分类堆放构件并有明显标识。堆放要减少构件的变形和锈蚀,钢桁架构件要堆放在枕木上其间距以不引起桁架变形为宜。 4、原材料必须以二检合格,具有出厂合格证及材质证明书方可使用。 3. 构件表面处理 1、 钢结构的表面处理对热喷涂涂层与基体的结合性能有很大影响。针对本工程的实际情况,钢结构表面处理采用压力式喷砂除锈法,这种施工方法即可使基体表面清洁度达到要求,也可使基体表面粗糙度达到要求。由于施工区域不同,喷砂选用不同的枪头喷射。钢桁架主梁等大面积工作区域采用150mm枪头,并配粉尘回收装置。角钢及钢桁架腹杆角钢夹缝工作区域采用12 mm枪头。 (1 ) 施工工艺:检查压力表、胶管、喷砂枪等机具正常→压缩空气进入储气罐经油,水分离器洁净→ 打开砂罐进气阀待罐内压力达到平衡→打开罐底气阀将砂粒喷射到金属基体表面。 (2)砂选用干燥、清洁、有棱角的河砂,砂的粒径为0.5~2.0mm。 (3) 喷砂施工时,施工环境相对湿度不应大于85%。构件要保持干燥。加工处理的钢材表面呈现灰白色为佳,除锈等级达到Sa3级。钢材表面粗糙度为RZ40~80 um。 (4) 除锈合格后,应在短时间内进行热喷锌处理。在晴天或不太潮湿的天气,间隔时间不得超过12小时;在雨天,潮湿天气下,间隔时间不得超过2小时。 4、 影响喷镀层的原因 钢结构表面处理好坏是影响其镀层的保护年限和保护效率的主要原因,而影响表面处理的根本原因是:压缩空气的压力、喷射角度、喷射距离。 (1) 压缩空气压力范围:压缩空气压力一般在6~7KG/cm2。因在不同的压力下,表面的电极电位值不同,所以镀层的结合强度就不同。随着空气压力的增加表面的粗糙度增加,镀层与基体之间的结合力将会上升,当空气压力增加到7KG/cm2时其镀层结合力达到高点。 (2)喷射时间:喷射时间的长短,对基体表面电极电位、粗糙度和喷涂层的结合强度有直接影响。根据实际操作可知喷射在20秒时粗糙度在40~60 um,镀层有较高的结合强度值。4.2.3喷射角度及喷射距离:喷射角度是指喷射的砂粒射流中心束和基体表面的夹角。在其它条件不变情况下,喷射角度为75℃佳。喷射距离是指喷枪嘴与工件表面的距离。在其它条件不变的情况下喷射距离在180~200mm时,无
为客户提供质量好的 烟囱维修加固防腐产品是我们不懈努力追求的目标。合理的价格、完善的售后服务是本厂不变的宗旨。四川遂宁华电高空工程有限公司郑重承诺:“决不让一件不合格的 烟囱维修加固防腐产品流入市场;决不让一次服务令您失望”。我公司生产的产品价廉!欢迎世界各地的朋友来我厂参观指导、洽谈业务,愿与每位客户携手共进,共创美好的未来。让 烟囱维修加固防腐产品说话,用质量经营,始终把客户的利益放重要位置”的经营理念,以严格的管理、产品使客户得到理想的回报。
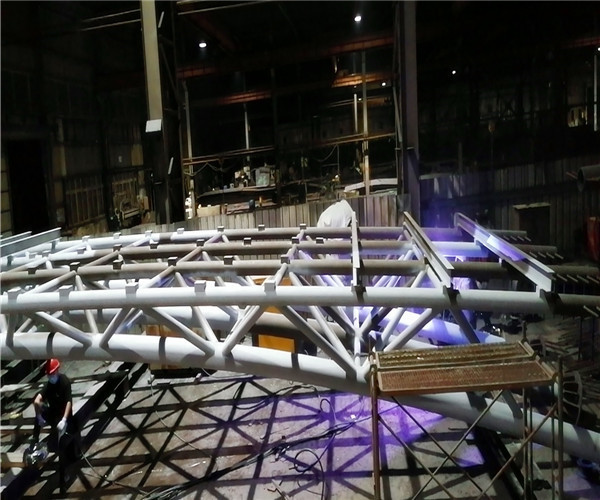
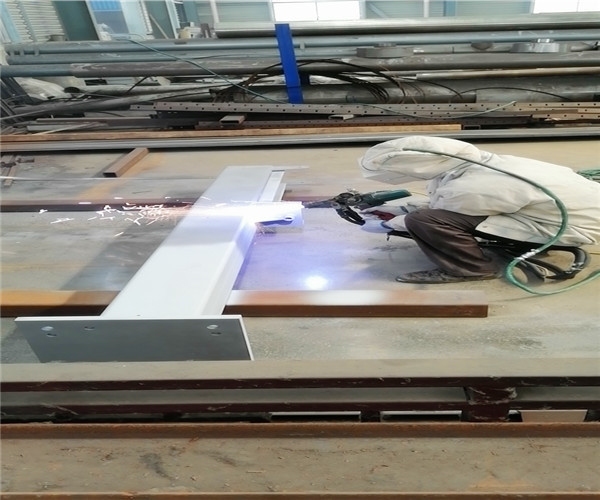
钢结构喷铝喷锌防腐的施工工艺
一般电弧喷涂设备由整流电源、控制装置、喷枪、金属丝盘架或送丝装置、压缩空气供给系统等组成。金属丝盘架和压缩空气供给系统与线材火焰喷涂相同。电弧喷锌、喷铝工艺参数除与喷涂材料有很大关系外,还取决于使用的设备和生产效率的要求。钢结构喷铝喷锌防在国内的应用电弧喷涂长效防腐技术于20世纪90年代起,金属喷涂技术中尤以电弧喷涂应用为普遍,其应用前景也更为广泛。电弧喷涂防腐原理是利用电弧喷涂设备,对两根带电的金属丝(如锌、铝等)进行加热、熔融、雾化、喷涂形成防腐涂层,外加有机封闭涂层的长效防腐复合涂层该涂层的显著特点是:具有较长久的耐腐蚀寿命其防腐寿命可达到50年以上同时该防腐涂层在30年使用期内无须其它任何防腐维护;30年以后的维护,仅须在电弧喷涂层上刷封闭涂料;无须重新喷涂,实现一次防腐,涂层经久有效。电弧喷涂层与金属基体具有优良的涂层结合力(可达10Mp以上),金属喷涂层以机械镶嵌和微冶金与基体金属相结合,在轻微的弯曲、冲击或碰撞下也能确保防腐涂层不脱落、不起皮、结合牢固、防腐长久有效,这一点是其它任何表面防腐涂层无法达到的。电弧喷涂锌、铝涂层防腐原理为阴极保护,在腐蚀环境下,即使防腐涂层局部破损,仍具有牺牲自己保护钢铁基体之效果。涂层(阳极)与钢铁基体(阴极)的面积比≥1;而富锌涂料的阳极与阴极比都<1,其保护效果和结合力也远远低于电弧喷涂防腐涂层。
结构喷锌喷铝、钢箱梁桥喷锌喷铝、钢电视铁塔喷锌喷铝、大楼喷锌喷铝、送变电站机架喷锌喷铝、电力塔架喷锌喷铝、风电设备喷锌喷铝、石化喷锌喷铝
钢结构的表面处理对热喷涂涂层与基体的结合性能有很大影响。针对本工程的实际情况,钢结构表面处理采用压力式喷砂除锈法,这种施工方法即可使基体表面清洁度达到要求,也可使基体表面粗糙度达到要求。由于施工区域不同,喷砂选用不同的枪头喷射。钢桁架主梁等大面积工作区域采用150mm枪头,并配粉尘回收装置。角钢及钢桁架腹杆角钢夹缝工作区域采用12 mm枪头。
4.1.1 施工工艺:检查压力表、胶管、喷砂枪等机具正常→压缩空气进入储气罐经油,水分离器洁净→ 打开砂罐进气阀待罐内压力达到平衡→打开罐底气阀将砂粒喷射到金属基体表面。
4.1.2砂选用干燥、清洁、有棱角的河砂,砂的粒径为0.5~2.0mm。
4.1.3 喷砂施工时,施工环境相对湿度不应大于85%。构件要保持干燥。加工处理的钢材表面呈现灰白色为佳,除锈等级达到Sa3级。钢材表面粗糙度为RZ40~80 um。
4.1.4 除锈合格后,应在短时间内进行热喷锌处理。在晴天或不太潮湿的天气,间隔时间不得超过12小时;在雨天,潮湿天气下,间隔时间不得超过2小时。
热喷铝喷锌,华电高空工程有限公司为您提供热喷铝喷锌产品案例,联系人:朱雄飞,电话:13961934918、15380593638,QQ:784669153,发货地:人民路金融城。












