以下是:钢结构型钢热喷铝喷锌公司的产品参数
电弧喷锌施工 具备防腐资质 电弧喷铝 管道外壁喷铝 喷锌 闸门喷铝 锅炉内壁喷合金 桥梁热喷铝 喷锌 火焰喷铝 热喷铝施工: 139 6193 4918 (技术专工) 火焰热喷锌 电弧喷锌 喷铝 喷耐磨合金 喷铜 喷不锈钢 专业施工:153 8059 3638 (指导工程师) 钢结构型钢热喷铝喷锌公司_华电高空工程有限公司,固定电话:15380593638,移动电话:13961934918,联系人:朱雄飞,QQ:784669153,人民路金融城发货到河南省 南阳市 宛城区、卧龙区、南召县、方城县、西峡县、镇平县、内乡县、淅川县、社旗县、唐河县、新野县、桐柏县、邓州市 发货到 河南省南阳市。 河南省,南阳市 南阳市历史文化厚重,是楚汉文化的重要发祥地。三顾茅庐、羊续悬鱼、盘古神话、牛郎织女等典故或传说皆发源于此。是“中国月季之乡”、“世界艾乡”、“中国玉雕之乡”。
钢结构型钢热喷铝喷锌公司视频展示,产品更生动!让您亲眼见证其优点和特点,为您的购买决策提供有力支持。以下是:钢结构型钢热喷铝喷锌公司的图文介绍采用热喷涂电弧喷铝的方法耐腐蚀能力 1. 施工工序 工程的防腐施工在钢桁架及上、下次梁构件制作完成后进行。施工顺序:生产准备→构件表面处理→构件热喷锌→构件封闭处理→构件喷锌质量检测。其中构件表面处理、构件热喷锌是工程的主要工序。 2. 施工准备 1、做好构件交接工作、确定施工的生产组织方式、施工机具的配置(6m3/min空压机两台、储气罐两台、无污染喷砂机两台、油水分离器四个、砂罐两个、SAP-1型喷枪四把、磁性测厚仪两台等)。 2、施工之前作到三通一平。机械安装调试。现场所有的压力设备必须复检合格,方可使用。 3、按品种、规格分类堆放构件并有明显标识。堆放要减少构件的变形和锈蚀,钢桁架构件要堆放在枕木上其间距以不引起桁架变形为宜。 4、原材料必须以二检合格,具有出厂合格证及材质证明书方可使用。 3. 构件表面处理 1、 钢结构的表面处理对热喷涂涂层与基体的结合性能有很大影响。针对本工程的实际情况,钢结构表面处理采用压力式喷砂除锈法,这种施工方法即可使基体表面清洁度达到要求,也可使基体表面粗糙度达到要求。由于施工区域不同,喷砂选用不同的枪头喷射。钢桁架主梁等大面积工作区域采用150mm枪头,并配粉尘回收装置。角钢及钢桁架腹杆角钢夹缝工作区域采用12 mm枪头。 (1 ) 施工工艺:检查压力表、胶管、喷砂枪等机具正常→压缩空气进入储气罐经油,水分离器洁净→ 打开砂罐进气阀待罐内压力达到平衡→打开罐底气阀将砂粒喷射到金属基体表面。 (2)砂选用干燥、清洁、有棱角的河砂,砂的粒径为0.5~2.0mm。 (3) 喷砂施工时,施工环境相对湿度不应大于85%。构件要保持干燥。加工处理的钢材表面呈现灰白色为佳,除锈等级达到Sa3级。钢材表面粗糙度为RZ40~80 um。 (4) 除锈合格后,应在短时间内进行热喷锌处理。在晴天或不太潮湿的天气,间隔时间不得超过12小时;在雨天,潮湿天气下,间隔时间不得超过2小时。 4、 影响喷镀层的原因 钢结构表面处理好坏是影响其镀层的保护年限和保护效率的主要原因,而影响表面处理的根本原因是:压缩空气的压力、喷射角度、喷射距离。 (1) 压缩空气压力范围:压缩空气压力一般在6~7KG/cm2。因在不同的压力下,表面的电极电位值不同,所以镀层的结合强度就不同。随着空气压力的增加表面的粗糙度增加,镀层与基体之间的结合力将会上升,当空气压力增加到7KG/cm2时其镀层结合力达到高点。 (2)喷射时间:喷射时间的长短,对基体表面电极电位、粗糙度和喷涂层的结合强度有直接影响。根据实际操作可知喷射在20秒时粗糙度在40~60 um,镀层有较高的结合强度值。4.2.3喷射角度及喷射距离:喷射角度是指喷射的砂粒射流中心束和基体表面的夹角。在其它条件不变情况下,喷射角度为75℃佳。喷射距离是指喷枪嘴与工件表面的距离。在其它条件不变的情况下喷射距离在180~200mm时,无
我们公司主要服务有:喷砂除锈,热喷锌处理,热喷铝处理,不锈钢哑光处理、热喷锌铝合金、热喷镍基合金、热喷伪合金、油漆喷涂、防腐材料销售等。
如果你对我们的服务感兴趣,可以来电咨询!我们定会为你一一解答,解惑!
此时基体表面活化程度达到大参数,基体表面电极电位镀层结合强度高,在2-3小时内基体表面的电极电位基本是稳定的。随着时间的增加,其表面的电极电位值开始升高,活化强度减弱,镀层与基体的结合强度下降,这是由于表面氧化膜生成的厚度在喷镀颗粒撞击表面时,2-3小时之内,很薄的氧化膜很易被高速趋行的喷镀颗粒击破。2-3小时之后,氧化膜则对镀层与基体起着隔绝的作用。喷锌喷砂完成2-3小时之内就应完成喷锌工作。使基体表面达到电极电位小值因为经过喷砂处理后基体表面的电极电位值比处理前的电极电位值有较大程度的电位差从而破坏镀层与基体的附着。喷镀设备使用国产喷(一般使用上海喷镀机械厂产的中连气手持式喷)锌材使用直径为3mm,锌含量不低于99.5%-99.7%,无油污的优质锌丝。用小刀或螺丝刀等工具刮基体不太重要的部位或认为质量差的部位。如果只产生新镀层的明亮刮痕,而无脱落现象,即为合格。如脱落面积占位的15%时,则认为不合格。以上各项检查点的面积。粘结力的检查:采用刀刮法测试粘结力强度应不少于总面积的5%。
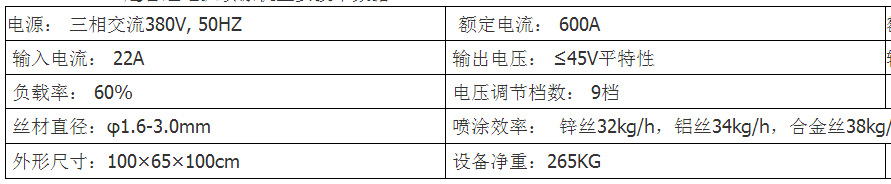
SX-400/SX-600超音速电弧喷涂设备构成
本套设备由高速电弧喷枪、电弧喷涂电源组成。(内设送丝机构、控制系统和
压缩空气系统。送丝分类有拉式机和推式机) 可根据用途选购拉式机或推式机.
另需配套设备:空气压缩机、喷砂机、空气滤清器、放丝盘架。
性能优点:
采用一体式电控气、电开关,操作更方便,可实现长距离登高作业。
粒子飞行速度达420m/s以上。
轴向气流速度达600m/s。
涂层沉积率大于75%。SX-400/SX-600主要技术参数:

烟囱维修加固防腐技术创新是企业生命活力的源泉,人才是企业立足之本,是企业技术创新的核心,建立和完善技术创新机制和激励机制,鼓励和发挥技术人员的积j i性,加大 烟囱维修加固防腐产品开发力度,河南南阳华电高空工程有限公司将一如既往的坚持诚信为本,守法经营,求实创新,团结奋进的企业精神,努力开拓,锐意进取。热忱欢迎你来电、来函、来人洽谈业务,共谋发展。
电弧喷铝 喷锌 热喷涂工艺具有如下特点:
(1)可以在各种材料上喷涂涂层,如在金属、陶瓷、玻璃、木材、塑料、石膏、布和纸等材料的表面均能进行喷涂;
(2)可喷涂的材料很广泛,几乎包括所有的固态工程材料,如各种金属、陶瓷、塑料、金属、非金属矿物及这些材料组合成的复合粉末材料等;
(3)采用复合涂层等工艺,可以将性能截然不同的两种以上的材料制成具有优异综合性能的涂层,如耐蚀、耐磨减磨、耐热绝热、抗氧化、导电、绝缘、密封、节能、辐射和及防辐射以及其它特殊功能的涂层;
(4)一般不受被喷涂工件尺寸的限制和施工场所的限制,即可以对大型构件表面进行大面积喷涂,也可以在指定的局部表面进行喷涂;既可以在工厂室内施工,也可以在户外现场施工,十分灵活;
(5)喷涂层厚度可以控制,从几十微米到几个毫米,耗用的材料少,因而花钱少,收效大;
(6)喷涂操作的程序较少,喷涂施工时间短、效率高,比较经济、易于;
(7)在热喷涂过程中,体材料的受热程度可以控制,等离子喷涂时,体材料的温度不会超过200℃。因此,体的变形很小,对体材料的组织几乎没有影响;
(8)喷涂层低磨性很高,它的硬度可以根据所使用的材料类型调整到比较高的范围;
您是想要在河南省南阳市采购高质量的钢结构型钢热喷铝喷锌公司产品吗?华电高空工程有限公司是您的不二之选!我们致力于提供品质保证、价格优惠的钢结构型钢热喷铝喷锌公司产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:朱雄飞-15380593638,QQ:784669153,地址:《人民路金融城》。