

以下是:焊管值得信赖的产品参数焊管值得信赖,丰源泰金属材料有限公司为您提供焊管值得信赖的资讯,联系人:常经理,电话:0635-8884511、18963534522,QQ:939820293,发货地:大东钢管城嫩江路发货到广西省 百色市 右江区、田阳区、田东县、平果市、德保县、靖西市、那坡县、凌云县、乐业县、田林县、西林县。 广西壮族自治区,百色市 清雍正七年(1729年),分田州土州地设厅制,迁思思府理苗同知驻百色,翌年建城。百色市是滇、黔、桂三省(区)交界的交通枢纽和物资集散地,是大西南出海通道进入广西腹地的咽喉城市,具有“东靠西联,承东启西”的特殊区位优势;百色是全国生态型铝产业示范基地、“中国旅游城市”、“全国双拥模范城”、“园林城市”、“卫生城市”、“森林城市”、“中国芒果之乡”、广西区域消费中心城市培育建设试点城市。。百色人文底蕴深厚,历史文化、山水生态和红色旅游资源丰富,布洛陀、北路壮剧、壮族民歌、壮族织锦技艺、壮族嘹歌、瑶族铜鼓舞、壮族狮舞被列入非物质文化遗产名录;百色是珠江上游重要生态屏障之一,也是中国面向东盟开放合作的前沿和窗口;是一个集革命老区、少数民族地区、边境地区、大石山区、水库移民区“五区一体”的特殊区域,是“芒果之乡”和重要的铝工业基地。
想了解焊管值得信赖产品的更多信息?一部视频,让你轻松get到所有重点!以下是:焊管值得信赖的图文介绍
直缝焊管怎样控制质量好坏?坯料的穿孔温度依据原料异样而有所异样。热扩焊管但大都在1200℃左右,含碳量和其他合金元素较多时温度要稍低一些。加热操作第二个关键是尽量削减氧化皮数量。特别是在热揉捏肘,热扩焊管从东西寿数和揉捏管材的表面质量动身,恳求愈加严厉。在直缝焊管的出产过程中,由于首要加工是在热状态下进行的,故加热操作是决议制品质量非常重要的工序。加热用的热风炉,依据它们的效果,分为加热炉和再加热炉两种;前者用于将坯料从常温加热到加工温度;后者用于在加工过程中将坯料再加热到必需的加工温度。加热不妥将成为在管坯内表面或许外表面上呈现裂纹、折叠及偏疼等废品的缘由。热风炉的方式有许多种,但首要运用的是环形加热炉。这种加热炉具有环形的炉底,它可缓慢地转变,坯料从入口处沿着炉底的直径方向装入,反转一用到出口处之的就可加热和均热到所规则温度的一种炉子。这种加热操作的关键在于将坯料均匀加热到适于加工的温度。由于穿孔对质量影响很大,也就是说,弯管加工时的温度是影响质量的重要条件,所以一般要对穿孔加工时的坯料温度进行操控。
根据GB/T3091-2008《低压流体输送用焊接钢管》标准的规定,钢管的内外表面应光滑,不允许有折叠、裂缝、分层、搭焊、断弧、烧穿及其他深度超过壁厚下偏差的允许有深度不超过壁厚下偏差的其他局部缺陷存在。钢管应做机械性能试验、拉伸试验、弯曲试验、压扁试验、导向弯曲试验以及液压试验,并要达到标准规定的要求。钢管应能承受一定的内压力, 试验压力为5.05Mpa,保持时间不小于5S,实验过程中,钢管不出现渗漏现象。电阻焊钢管允许用超声波探伤检验或涡流探伤检验代替液压试验。埋弧焊钢管允许有超声波探伤检验或射线探伤检验代替液压试验。
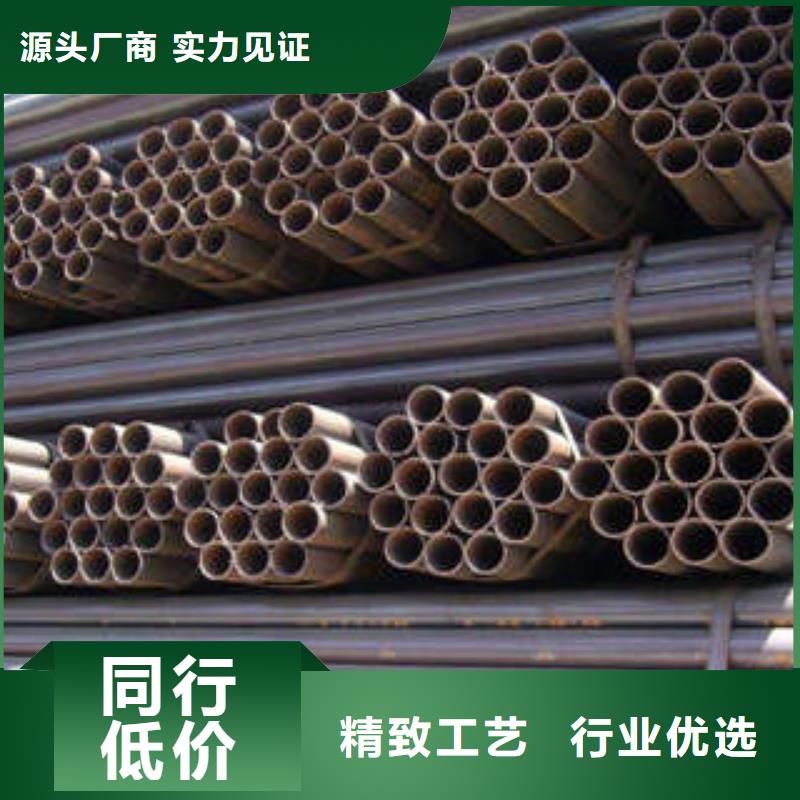
一般焊管用于水、煤气、空气、油和取暖蒸汽等一般较低压力流体的输送。普通碳素钢电线套管(GB3640-88)是工业与民用建筑、安装机器设备等电气安装工程中用于保护电线的钢管。直缝电焊管(YB242-63)是焊缝与钢管纵向平行的钢管。通常分为公制电焊管、电焊薄壁管、变压器冷却油管等等。承压流体输送用螺旋缝埋弧焊管(SY5036-83)是以热轧钢带卷作管坯,经常温螺旋成型,用双面埋弧焊法焊接,用于承压流体输送的螺旋缝钢管。钢管承压能力强,焊接性能好,经过各种严格的科学检验和测试,使用可靠。钢管口径大,输送效率高,并可节约铺设管线的投资。主要用于输送石油、天然气的管线。承压流体输送用螺旋缝高频焊管(SY5038-83)是以热轧钢带卷作管坯,经常温螺旋成型,采用高频搭接焊法焊接的,用于承压流体输送的螺旋缝高频焊钢管。
我们来为大家介绍一下螺旋钢管加工的热扩法,热扩法又包含了六种具体方法。热胀法,一种是在管内放置橡胶,上方用冲子压缩,使管子凸出成形;另一种方法是液压鼓胀成形,在管子中部充入液体,液体压力把管子鼓成所需要的形状,波纹管的生产大部分用的是这种方法 。冲压法,在冲床上用带锥度的芯子将管端扩到要求的尺寸和形状。锻压法,用型锻机将管子端部或一部分予以冲伸,使外径减少,常用型锻机有旋转式、连杆式、滚轮式。滚轧法,一般不用芯轴,适合于厚壁管内侧圆缘。滚轮法,在管内放置芯子,外周用滚轮推压,用于圆缘加工。弯曲成形法,有三种方法较为常用,一种方法叫伸展法,另一种方叫冲压法,第三种滚轮法,有3-4个辊,两个固定辊,一个调整辊,调整固定辊距,成品管件就是弯曲的。
钢管制造过程中,从制造材料、工艺、焊接、无损检测、计量、工装等环节对钢管制造生产过程进行质量监控,那么在组装时,如何保证钢管的平整度及整体偏差呢?下面为您分析一下。弯管组装:弯管是特殊管节,其外形尺寸误差过大将给安装带来一定的困难,因此要求整体组装。改进焊接工艺:采取小范围焊接,特别是 层的焊接,增加焊接层次,以此减少焊接变形量,减少钢管外形尺寸的偏差。直管对接方法:在滚焊台车上,先整体调整间隙、错牙,进行整体尺寸检查,检验合格后整体一次点焊。改进坡口设计:采用不对称的X形坡口,不留间隙,内缝焊接完毕后,用碳弧气刨清根,使内外两面焊缝的实际面积接近相等,有利于减少变形及降低残余应力。
螺旋钢管淬火现在研究了一种比较先进的技术称为调,就是焊缝感应加热淬火+回火处理,看一下它的具体讲解。螺旋钢管厂质处理后焊缝的综合力学性能完全达到管体的水平,实现焊缝铲体性能均一化。实现这项热处理工艺技术的核心就是必须掌握磁场加热技术,保证加热温度的均匀和准确。对于低合金髙强网和微合化高强度钢焊缝的淬火加热温度为900~950T,回火温度为600~650T,淬火采用喷淋式冷却,回火采用空冷与冷会结合冷却。淬火、回火温度采用纵向磁场加热时,控温的准确过了以达到±10°C,这是高强度焊管保持性能稳定必需的控温水平, 用横向磁场加热焊缝同样要求高的控温精度,也是相对于比较先进的焊缝热处理的方法。
广西百色丰源泰金属材料有限公司不光重视 无缝钢管新技术、新产品的引进和开发,而且学习国内外优质管理经验,不断创新管理模式,制作学习型组织,以精雕细镂的 无缝钢管产品质量,务实的工作作风,服务于全国各地采购商。
在广西省百色市采购焊管值得信赖请认准丰源泰金属材料有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:常经理-18963534522,QQ:939820293,地址:大东钢管城嫩江路)。












