以下是:薄壁珩磨管加工原理的产品参数
材质 钢管 属性 精加工 类型 绗磨管 产地 聊城 品牌 九冶 薄壁珩磨管加工原理,九冶管业有限公司专业从事薄壁珩磨管加工原理,联系人:李经理,电话:17706353138、17706353138,QQ:1958857549,发货地:丁块工业园发货到山东省 潍坊市 潍城区、寒亭区、坊子区、奎文区、临朐县、昌乐县、青州市、诸城市、寿光市、安丘市、高密市、昌邑市,以下是薄壁珩磨管加工原理的详细页面。 山东省,潍坊市 1949年6月,潍坊特别市改称潍坊市。潍坊市是国务院批复确定的山东半岛城市群区域中心城市,作为东夷文化核心、齐文化腹地、两汉经学重镇、南北朝佛教文化的东方热土和明清时期海岱间的文学中心,明清是有名手工业城市,清乾隆年间便有“南苏州、北潍县”之称,开埠后作为胶济铁路线上的中心点,带动了近代民族工商企业的崛起,后成为沿海开放城市。潍坊市是卫生城市、园林城市、节水型城市、食品示范城市、国际和平城市、全国文明城市、全国科技进步先进城市、全国双拥模范城市、中国旅游城市、中国特色魅力城市、中国幸福感城市、中国外贸百强城市、中国活力百强城市,获中国人居环境奖。境内有沂山、青州古城等景点。
薄壁珩磨管加工原理视频已经精心制作完成,它将以全新的方式展现产品的独特魅力,让您为之倾倒。以下是:薄壁珩磨管加工原理的图文介绍
油缸缸筒选用的就是大口径的珩磨管,并在其端部配有支承衬套,要跟大家强调的是珩磨管支承衬套的装配部位和装配间隙,不能出现较大的误差,以免损坏缸筒内壁,甚至是导致钢桶报废。一般情况下,支承衬套是镶在珩磨管导向套内径凹槽处,它主要是对活塞杆起导向及支承作用,要求其内径与活塞杆外径间隙保持在0.08-0.16mm之间。如果间隙小于0.08mm时,活塞杆的运动阻力就会增大,造成油缸发颤,支承衬套磨损加快,严重时伴有异响,失去支承作用。但如果间隙超过0.16mm的话,珩磨管就会与活塞杆发生偏磨,使得衬套单边受力,导致油缸泄漏,活塞杆带油。除了这一方面的间隙,还有支承衬套外径与油缸缸筒内径接触,其理想的设计间隙为0.1-0.19mm,过小或过大也会造成珩磨管受损。从上述分析可见,珩磨管的装配间隙对油缸质量至关重要,而装配间隙应以支承衬套来调整,才能符合实际要求而达到理想的作业效果。
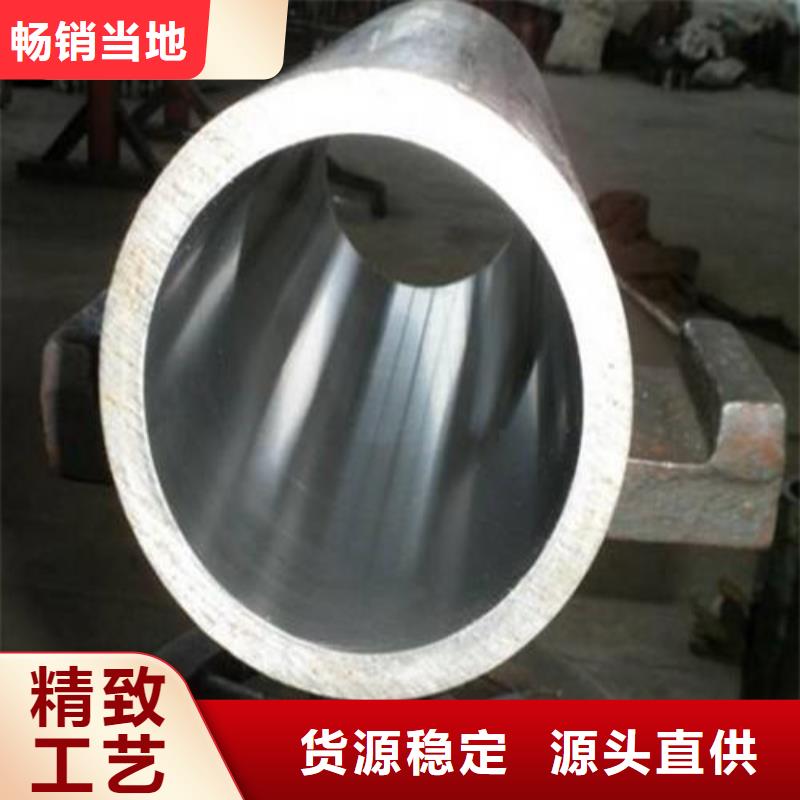
油缸管绗磨管采用的加工工艺及优点
油缸管几大优点:1、提高表面粗糙度,粗糙度基本能达到Ra≤0.08µm左右。
2、修正圆度,椭圆度可≤0.01mm。
3、提高表面硬度,使受力变形,硬度提高HV≥4°
4、加工后有残余应力层,提高疲劳强度提高30%。
5、提高配合质量,减少磨损,延长零件使用寿命,但零件的加工费用反而降低。
山东潍坊九冶管业有限公司厂家成立于2019年,是一家集【绗磨管】研发、生产和销售于一体的高新技术型企业。厂家主要研发和生产【绗磨管】等配套产品,承接【绗磨管】开发和定制业务。
薄壁珩磨管加工原理,九冶管业有限公司为您提供薄壁珩磨管加工原理产品案例,联系人:李经理,电话:17706353138、17706353138,QQ:1958857549,发货地:丁块工业园。