以下是:薄壁绗磨管加工原理的产品参数
材质 钢管 属性 精加工 类型 绗磨管 产地 聊城 品牌 九冶 在甘肃省天水市采购薄壁绗磨管加工原理请认准九冶管业有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:李经理-17706353138,QQ:1958857549,地址:丁块工业园发货到甘肃省 天水市 秦州区、麦积区、清水县、秦安县、甘谷县、武山县)。 甘肃省,天水市 2022年,天水市地区生产总值813.88亿元,按不变价格计算,比上年增长5.3%。
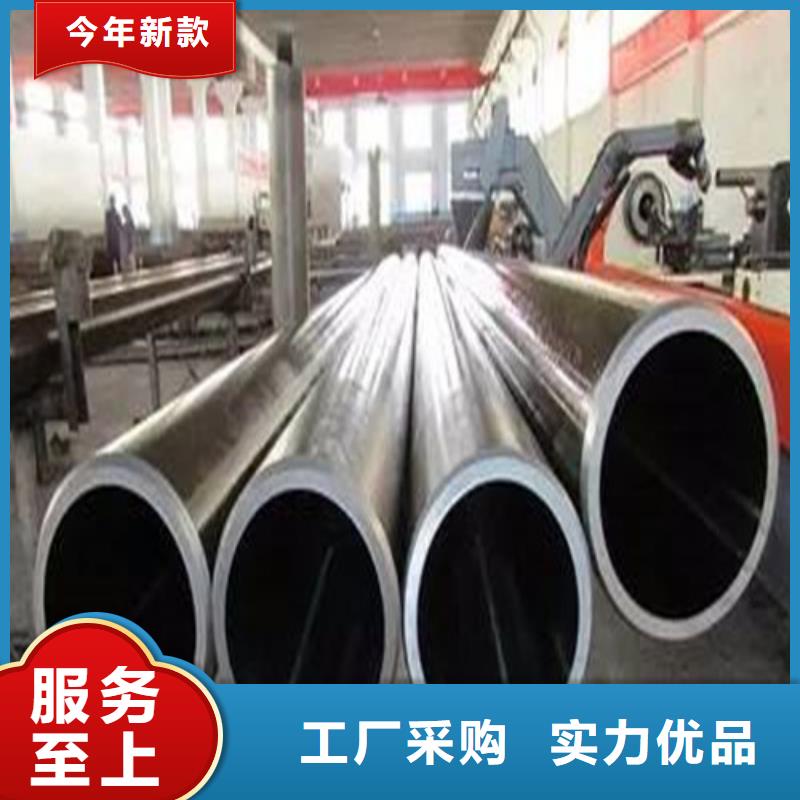
想一睹薄壁绗磨管加工原理产品的真实风采吗?我们的现场实拍视频将带您亲临现场,带你感受薄壁绗磨管加工原理产品的独特之处!以下是:薄壁绗磨管加工原理的图文介绍
甘肃天水九冶管业有限公司资质齐全、设备先进、技术力量雄厚,检测手段齐全、具有健全稳定的质保体系。长期从事 绗磨管生产制造。是以设计、制造、安装为一体的现代新型企业,拥有先进的工艺设备和现代生产、办公条件,以及一支专业、诚信、创新、协作、进取的团队。我们的使命是成为z u i具创新的 绗磨管企业,并在所服务的市场中成为备受推崇的供应商。重诺公司会自始至终保持 绗磨管产品的高品质,并且不短推陈出新,为新老客户创造更高的价值。 以客户为中心,尽z u i大努力提供、专业化、个性化的服务,实现合作双赢。作为企业,必须聆听及了解客户的需求,继而超越客户的期望。
厚壁油缸管滚压与绗磨那种工艺精密度高 厚壁油缸管其内孔一般采用镗削、铰孔、滚压或珩磨等精密加工工艺制造,使活塞及其密封件、支承件能顺利滑动,从而保证密封效果,减少磨损;油缸管要承受很大的液压力,因此,应有足够的强度和刚度。厚壁油缸管珩磨头伸进孔内,然后由机器带动旋转,往复,并涨出磨条进行切削加工.机器是专用的珩磨机.有立式和卧式之分.立式较适于大批量的较短件连续生产,如气缸套类.卧式的较适合较长件的生产.如果是加工铸铁类的,生产效率转内圆磨的方式高几倍.但钢件珩磨效率比铸铁等要差点,不过比起内圆磨的方式还是要快很多.精度方面不是什么问题,比起内圆磨有过之而无不及.厚壁油缸管采用滚压加工,由于表面层留有表面残余压应力,有助于表面微小裂纹的封闭,阻碍侵蚀作用的扩展。从而提高表面抗腐蚀能力,并能延缓疲劳裂纹的产生或扩大,因而提高绗磨管疲劳强度。通过滚压成型,滚压表面形成一层冷作硬化层,减少了磨削副接触表面的弹性和塑性变形,从而提高了厚壁油缸管内壁的耐磨性,同时避免了因磨削引起的烧伤。滚压后,表面粗糙度值的减小,可提高配合性质
怎样修复珩磨管的表面缺陷1、加大冷拔变形量增加冷拔变形道次,加大总变形量,可以达到降低麻点深度,减小珩磨磨削余量的目的。2、优选热轧管坯料冷拔管麻点缺陷均是由热轧管所引起的,所以,通过选择锈蚀程度小、壁厚均匀的热轧管,可以减少麻点缺陷,提高缸筒的成材率。3、热轧管内孔缺陷清理珩磨管的基本构成液压油缸缸筒是珩磨管的主体,其内孔一般采用镗削、铰孔、滚压或珩磨管等精密加工工艺制造,使活塞及其密封件、支承件能顺利滑动,减少磨损;液压油缸缸筒要承受很大的液压力,因此,应有足够的强度和刚度。端盖在缸筒的两端,与缸筒形成密闭油腔,因此,端盖及其连接件都应有足够的强度。设计时既要考虑强度,又要选择工艺性较好的结构形式。导向套对活塞或柱塞起导向和支承作用,有些液压缸不设导向套,直接用端盖孔导向,这种结构简单,但磨损后需要更换端盖。
今年在甘肃省天水市购买薄壁绗磨管加工原理有了新选择,九冶管业有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的薄壁绗磨管加工原理产品。如需购买或咨询,请随时联系我们,联系人:李经理-17706353138,QQ:1958857549,地址:丁块工业园。