


以下是:不锈钢碳素复合管护栏厂家实力雄厚的产品参数
产地/厂家 山东 计重方式 过磅 价格 1 库存 9999 货物销售 现货 起订量 1 是否可定制 可定制 运费 免运费 不锈钢碳素复合管护栏厂家实力雄厚,东鹏博大金属材料有限公司专业从事不锈钢碳素复合管护栏厂家实力雄厚,联系人:白经理,电话:0635-5056665、13326257771,QQ:489594286,发货地:经济开发区辽河路东首发货到安徽省 马鞍山市 花山区、雨山区、博望区、当涂县、含山县、和县,以下是不锈钢碳素复合管护栏厂家实力雄厚的详细页面。 安徽省,马鞍山市 马鞍山市,别称钢城,安徽省辖地级市,是长江三角洲中心区城市,地处中国华东地区,安徽省东部,地理坐标介于东经117°53'~118°52'、北纬31°24'~32°02'之间,东邻南京市,西接芜湖市,北连合肥市和滁州市,南接宣城市,总面积4049平方千米。截至2022年末,马鞍山市下辖3个区、3个县,常住人口218.6万人。
一分钟的时间,对于了解我们的不锈钢碳素复合管护栏厂家实力雄厚产品来说足够了。从产品的外观到内在,从功能到性能,视频将为您展现产品的每一个细节和特性。
以下是:不锈钢碳素复合管护栏厂家实力雄厚的图文介绍
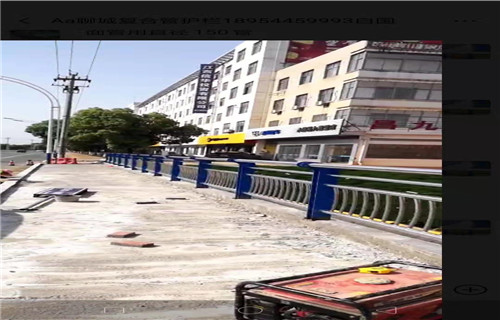
安徽马鞍山东鹏博大金属材料有限公司技术力量雄厚,拥有工程技术人员、技师等多方面专业人才,具有设计、安装、调试、维修及技术咨询的能力,是一家专业的生产销售 不锈钢复合管护栏实体企业。 创业之初,我们的决策层就本着“诚信为本”、“用户至上”为原则,公司每位员工努力贯彻“以质量求生存,以信誉求发展”的经营理念为己任。
内衬不锈钢复合管制造技术目的:
生产内衬不锈钢复合管:包括内衬不锈钢复合无缝钢管、内衬不锈钢复合管及双金属复合钢管依据:
1 SY T6623-2005内覆或衬里耐腐蚀合金复合钢管规范;
2 中华人民共和国城镇建设行业标准CJ/T192--2004<<内衬不锈钢复合钢管>>;
3 企业标准:<>;
4 企业标准严于行业标准.
作业指导书制定原则:
1 下道工序是用户,不合格品严禁转入下道工序;
2 本道工序互检漏检、自检出定为本道工序的不合格品;
3 互检出不合格品是上道工序的不合格品;
4 互检出不合格品必需在该道操作者。
不锈钢MIG焊要点及注意事项
1.采用平特性焊接电源,直流时采用反极性(焊丝接正极)
2.一般采用纯氩气(纯度为99.99%)或Ar+2%O2,流量以20~25L/min为宜。
3.电弧长度,不锈钢的MIG焊接,一般都在喷射过渡的条件下来施焊,电压要调整到弧长在4~6mm的程度。
4.防风。MIG焊接容易受到风的影响,有时微风而产生气孔,所以风速在0.5m/sec以上的地方,都应当采取防风措施。
不锈钢 芯焊丝焊接要点及注意事项
1.采用平特性焊接电源,直流焊接时采用反极性。使用一般的CO2焊机就可以施焊,但送丝轮的压力请稍调松。
2.保护气体一般为二氧化碳气体,气体流量以20~25L/min较适宜。
3.焊嘴与工件间的距离以15~25mm为宜。
4.干伸长度,一般的焊接电流为250A以下时约15mm,250A以上时约20~25mm较为合适。
4.钨极从气体喷嘴突出的长度,以4~5mm为佳,,在角焊等遮蔽性差的地方是2~3mm,在开槽深的地方是5~6mm,喷嘴至工作的距离一般不超过5mm。
5.为防止焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。
6.焊接电弧长度,焊接普通钢时,以2~4mm为佳,而焊接不锈钢时,以~3mm为佳,过长则保护效果不好。
7.对接打底时,为防止底层焊道的背面被氧化,背面也需要实施气体保护。
8.为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80~85°角,填充焊丝与工件表面夹角应尽可能地小,一般为0°左右。
9.防风与换气。有风的地方,务请采取挡网的措施,而在室内则应采取适当的换气措施。
选购不锈钢碳素复合管护栏厂家实力雄厚来安徽省马鞍山市找东鹏博大金属材料有限公司,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:白经理-13326257771,{QQ:489594286},地址:[经济开发区辽河路东首]。










