
以下是:定制圆管弯弧机厂家的产品参数在宁夏采购定制圆管弯弧机厂家请认准中德科工机械制造有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:李金友愚公斧-15034137029,QQ:394893978,地址:小店区208国道东蒲村东蒲路1号发货到宁夏 银川)。 宁夏回族自治区 元至元二十四年(1287年),设宁夏府路,宁夏由此得名。宁夏回族自治区是中华民族远古文明发祥地之一。早在3万年前的旧石器时代就有人类在这里生息繁衍,党项族首领李元昊在此建立了西夏王朝,并形成了西夏文化。宁夏的水洞沟遗址是三万年前旧石器时代的遗址。宁夏还是中国长城博物馆,从战国长城到明长城的古长城遗址,在宁夏都有分布。宁夏还是红色土地、红军长征会师地、陕甘宁革命旧址等,既有秀美的风光,又有深厚的历史文化底蕴,古今素有“塞上江南”之美誉。
我们的定制圆管弯弧机厂家视频现已上线,从细节到整体,从外观到性能,让您了解它的每一个方面。以下是:定制圆管弯弧机厂家的图文介绍宁夏中德科工机械制造有限公司是专业的 液压岩石分裂机生产厂家,公司位于小店区208国道东蒲村东蒲路1号。我厂实力雄厚、秉承“诚信服务,至上”的原则,以质量di yi,用户至上的原则赢得了广大客户的信任。我厂专注于打造 液压岩石分裂机的领先品牌的宗旨,多年来虚心听取多方意见,严把产品质量关。请您及时给我们指正,真诚期待您的宝贵意见。
圆管弯管机用途:
1、弯管机对于电力施工,公铁路建设,锅炉、桥梁、船舶、家俱,装潢等方面的管道铺设及修造都有其重要的作用。
弯管机操作规程:
2、在插拔接插件时,不能拉拔导线或电缆,以防焊接拉脱。接近开关,编码器等不能用硬物撞击,不能用尖锐物碰撞显示单元。电气箱必须放在通风处,禁止在尘埃和腐蚀性气体中工作。
3、不得私自加装、改接调换机床电源时必须重新确认电机转向。机床应保持清洁,特别应注意夹紧块、滑块等滑动槽内不应有异物。定期在链条及其它滑动部位加润滑油。在清洗和检修时必须断开电源。
4、开车前准备:检查油箱油位是否到油位线,各润滑点加油,开机确认电机转向,检查油泵有无异常声音,开机后检查液压系统有无漏油现象(角度编码器处于不允许加油);压力调整:用电磁溢流阀调整压力,保证系统压力达到需要的工作压力,一般不高于12.5Mpa.模具调整:模具安装,要求模具与夹紧块对中心,夹紧块可用螺栓调节;助推块与模具对中心,助推块可调;芯头与模具对中心,松开芯头架螺栓,调正好中心后紧固螺栓。
5、机床开动时注意人体不得进入转臂旋转扫过的范围。机床工作时,所有人员禁止进入转臂及管件扫过的空间范围!调整机床(模具)时,应由调整者自已按动按钮进行调整。不可一人在机床上调整,另一人在控制柜上操作。调整机床或开空车时应卸下芯杆。液压系统压力不可大于14Mpa。
6、手动调整侧推油缸速度时转臂应旋转至≥900时进行调整,调整速度为转臂转动弯管模具边缘的线速度同步,禁止在手动状态下侧推推进速度大于旋转模具边缘的线速度。一般机器使用一段时间后应检查链条的涨紧程度,保持上下链条松紧一致。自动操作时在有芯弯曲模式中,弯臂返回前,操作人员必须保证芯头在管子里面,或确保芯轴在弯臂返回时没有阻挡现象,否则,芯头或芯杆有可能被折弯或折断。
主要应用区域:
公路隧道、铁路隧道、地铁隧道、水利水电引水涵洞、天然气管道、通信管道、地下通道等
可弯型钢有:工字钢H型钢,槽钢,V型钢,U型钢等,特殊型钢可定做。
圆管弯弧机操作流程
1.操作弯弧机前,先检查设备各部位及电气开关、液压系统、控制系统是否完好,并开空机试验。
2.弯弧机须人员操作,多人操作时需要互相配合,操作时思想要集中。
3.根据加工件工艺要求,认真控制加工程序。
4.圆管进入滚轮后注意人体压伤、割伤发生。严防手或衣物被绞入辊子内,禁止人站在工件上。
5.圆管落位后及机床开动过程中,进出料方向严禁站人。
6.调整弯曲弧度、焊接、切割圆管时,须停机。
7.使用行车配合弯管工作时,应有指挥人员,夹具选择要适当;应配合行车工、挂勾工,吊装时严格遵守起重工操作规程;弯管机运转时,行机不准改变吊物受力状况。
8.取出已弯成的圆管时,须停机并采取防止圆管坠落的措施。弯成的圆管成品应摆放整齐并垫放平稳,防止滚动伤人。
定制圆管弯管机厂家直销产品介绍:
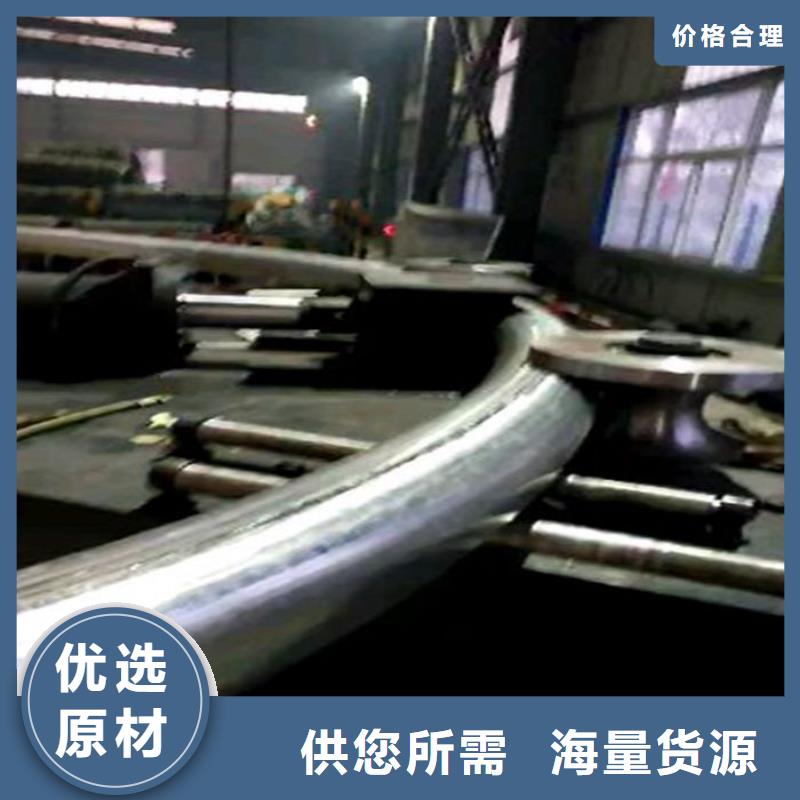
弯管机主要是通过液压系统顶进,对管材、型材进行冷弯,通过主电机的传动,带动了管材、型材往前行进,通过调节顶辊的顶进尺寸,可以调整弯曲半径。管材和钢材在冷弯压力的作用下,会有变形产生,根据钢材的变形系数不同,钢材的变形效果也不一样!
弯管机是我厂生产的母体,主要用于对管材、型钢等钢材的冷弯作业!主要适用的钢材有:圆管、方管、异型管,适用的材料有:不锈钢、铝型材等。本机主要可以用于对这些钢材的卷圆、弯弧的加工,同时,我们的设备按照工作原理可以分为:机械式、液压式、数控等类型!当然了,工作原理肯定都是相通的!只是在岁月的长河里,机械式的设备逐渐在被液压式的代替!
定制数控方管弯管机设备参数:
重量1.5t
电机功率4kw*3
生产速度5m/min
配用电机jy112m-4
外形尺寸1200×1420×1150mm
电压380v
大型弯管机的几个技术热点:
1.管型规整化:设计和排管时要避免过大的圆弧、任意曲线、复合弯以及大于180°的圆弧。过大的圆弧不但使机械笨重,而且受弯管机机床尺寸的限制;任意曲线、复合弯设计造型很不合理,妨碍了机械化、自动化生产,使操作者不好摆脱笨重的体力劳动:大于180°的圆弧使弯管机无法卸模。
2.弯曲半径标准化:弯曲半径要尽量实现“一管一模”和“两管一模”。对于一根管子来说,弯曲角度如何,其弯曲半径只能有一个,因为弯管机在弯曲过程中不更换模块,这就是“一管一模”。而“多管一模”就是相邻直径规格的管子应尽量采用同一套模具,也就是使用同一套模具弯曲两种相邻型号的圆管,这样才有利于减少模具的数量,减少了成本。
3.适当的弯曲半径值:圆管弯曲半径的大小,决定了圆管在弯曲成型时所受阻力的大小。一般来说,管径大弯曲半径小,弯曲时容易出现内皱和打滑现象,弯曲质量很难,所以一般选用弯管模的r值为管子直径的2、3倍为好。
4.适中的弯曲成型速度:弯曲成型速度对成型质量的主要影响为:速度太快,容易造成圆管弯曲部分的扁平,圆度打不到要求,造成圆管的拉裂、拉断:速度太慢,容易造成圆管的起皱和压紧块打滑,大管径的管子易形成圆管弯曲部分的下陷。针对这两台数控弯管机上大量的试验,将圆管的弯曲速度定为机器弯曲速度的20%-40%为宜。
5.合适的芯棒及其位置:芯棒在弯曲过程中主要起着支撑圆管弯曲半径的内壁防止其变形的作用。目前管材在机床上弯曲成型若不适用芯棒。芯棒的形式有很多种,如柱式芯棒,定向单、多球头芯棒等。另外芯棒的位置对圆管弯曲成型也有影响:理论上,它的切线应与弯管模的切线平齐,单经过大量的试验证明,提前1-2mm较好,此时弯管质量比较理想。当然,提前量太大,会造成弯曲部分的外壁出现所谓“鹅头”的现象。
今年在宁夏购买定制圆管弯弧机厂家有了新选择,中德科工机械制造有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的定制圆管弯弧机厂家产品。如需购买或咨询,请随时联系我们,联系人:李金友愚公斧-15034137029,QQ:394893978,地址:小店区208国道东蒲村东蒲路1号。


















