

以下是:热喷锌喷铝加工的产品参数
电弧喷锌施工 具备防腐资质 电弧喷铝 管道外壁喷铝 喷锌 闸门喷铝 锅炉内壁喷合金 桥梁热喷铝 喷锌 火焰喷铝 热喷铝施工: 139 6193 4918 (技术专工) 火焰热喷锌 电弧喷锌 喷铝 喷耐磨合金 喷铜 喷不锈钢 专业施工:153 8059 3638 (指导工程师) 热喷锌喷铝加工,华电高空工程有限公司为您提供热喷锌喷铝加工的资讯,联系人:朱雄飞,电话:13961934918、15380593638,QQ:784669153,发货地:人民路金融城发货到福建省 漳州市 芗城区、龙文区、云霄县、漳浦县、诏安县、长泰区、东山县、南靖县、平和县、华安县、龙海区。 福建省,漳州市 一万年前就有先民在这片沃土上繁衍生息。秦始皇二十五年(公元前222年),列入秦中央版图,属闽中郡。唐垂拱二年(公元686年),陈元光将军请建漳州获准,始设漳州州治,后又改称漳州郡、漳州府等。1949年中华人民共和国成立后改为福建省第六行政区,又叫龙溪专区,1969年改为龙溪地区,1985年改为漳州市。1985年被国务院列为全国沿海经济开放区,是全国较早实行对外开放的地区之一。
为了给您提供更的热喷锌喷铝加工产品信息,解锁热喷锌喷铝加工产品新体验,视频带你玩转每个细节!以下是:热喷锌喷铝加工的图文介绍
电弧喷涂热喷锌热喷铝防腐公司钢结构喷锌喷铝、钢箱梁桥喷锌喷铝、钢电视铁塔喷锌喷铝、站机架喷锌喷铝 热喷涂技术是一种广泛适用于材料表面强化、表面防护、表面修复和表面装饰的应用技术,它可在各种固体工程材料表面,喷涂各种金属及合金、工程陶瓷、工程塑料以及由以上材料形成的复合材料,并能形成牢固的结合层,从而使制品表面获得耐磨、耐蚀、耐高温、抗氧化、隔热、导热、绝缘、导电、辐射、防辐射、低磨擦、防咬合、密封、增大化学反应有效面积等等特殊性能。机械零件在运行过程中,因磨损、腐蚀、或在加工过程中超差,均可采用热喷涂技术予以修复。运用热喷涂技术可达到提高制品适用寿命、节省贵重材料、节约能源、修旧利废以及装饰美化等目的。热喷涂技术还可用于模具制造。目前,热喷涂技术已广泛应用到航天、航空、机械、电力、石油、化工、冶金、矿山、机车、船舶、铁路、公路、制糖、制药、造纸、印刷、纺织等几乎国民经济的各个方面,还可用于工艺美术、文物保护、建筑防腐与装饰等等方面。 吴江市电弧喷涂热喷锌热喷铝防腐公司适用范围: 市政 各类钢结构的热喷涂长效防护涂层、防腐、长效防腐,一次防护寿命可达 30 年以上 造纸机械 蒸锅、烘缸、烘箱内壁增寿强化修复;各种辊类表面强化和修复;离心泵、轴流泵、蒸汽锅炉、阀门及搅拌机转轴密封套等零部件修复;瓦楞辊表面强化(经强化处理后,瓦楞辊表面硬度可提高至 HV1200 ,瓦楞辊的工作寿命可达 4000 万米以上)。
福建漳州华电高空工程有限公司主要生产 烟囱维修加固防腐,产品遍布全国二十多个省、市、自治区,均达到标准。 公司可根据客户的需求,采用新材料、新技术、新工艺,设计制作高质量、高标准的产品,
我司以先进的性能,可靠的质量,优质的服务将是您的z u i佳选择。公司遵循现代企业经营管理的理念,持续进行技术革新和新产品开发。
因为我们专业,更因为我们努力,所以用户放心,更满意。全体员工热切期待着您们的光临与合作,共同发展。
我公司承接:金属、钢结构、钢闸门、桥梁、发电站机械部件抛丸喷砂除锈加工,表面电弧喷涂、火焰喷涂喷锌喷铝热喷涂处理;储罐刷漆防腐、储油罐翻新、贮罐防腐公司、储油罐除锈防腐、化工罐清洗防腐、食品罐防腐施工、贮藏罐除锈刷漆、饮料罐内外防腐、啤酒罐内防腐、储油罐油漆施工、储罐内壁防腐、储罐外壁降温防腐、储罐喷砂除锈防腐等储罐防腐保温工程。服务热线:
防腐在热喷涂中的一些技术支持。热喷涂可以在设备维修中修旧利废,使报废的零部件“起死回生”;也可以在新产品制造中进行强化和预保护,使其“益寿延年”。
一、抗大气腐蚀涂层的应用
钢结构厂房、钢箱梁桥、电视铁塔、大楼天线、送变电站、钢制灯杆等户外钢结构,这些钢构件因长期暴露在大气中,受到气候变化和日晒雨淋,表面迅速氧化,生成一层三氧化二铁,---影响钢结构的强度及使用寿命。为防止钢结构表面的氧化,以往一般都采用油漆保护,其防腐年限一般在3-5年,因此需要经常性进行维修、保养,常见的方法就是拷铲油漆,耗费大量人力物力。现采用钢结构表面喷锌、喷铝工艺加以保护,防腐年限可达30年以上无需保养。如在锌铝涂层外再加油漆封闭,则防腐年限更长。
钢结构表面只有喷锌、喷铝后,才能真正起到阳极保护作用,从而达到钢结构长效防腐之目的。因此许多重大工程及市政项目被---采用该工艺。如:长江三峡闸门、上海东方明珠电视塔、杨浦大桥主护杆、广州市内环高架钢梁、上海证券大厦钢结构天线、浦东机场路共同沟爆气管道、上海南桥50万千瓦变电站等等,以确保重大工程的百年大计。
lsw1506
工艺流程
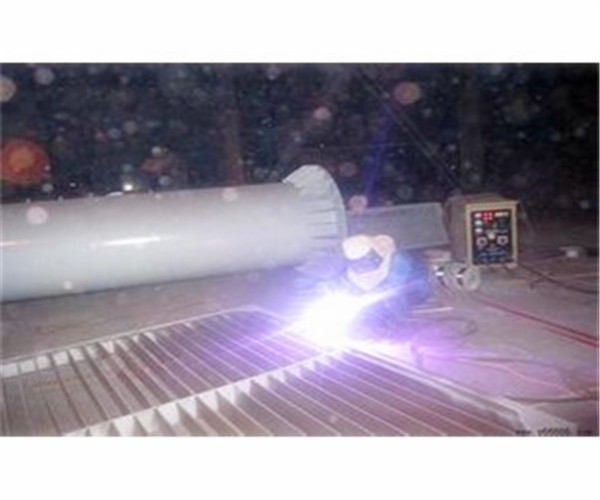
压缩空气系统经过除油、除水过滤,然后将锌丝由后手管放入喷枪并伸出枪嘴8mm,长不得超过12mm。
同时使用两根锌丝/铝丝通过短路熔融喷附在基底上,同时,通过压缩空气,推动锌丝/铝丝前进,并使熔融的部分形成一种雾状喷射到基体金属表面上,形成均匀涂层层。
喷涂时气体压力及流量:压缩空气气量控制在0.8-0.85Kg/m3时。
喷枪嘴至结构的垂直距离:采用100-120mm,喷嘴中心线与工作面垂直的夹角。采用角度为80°:送丝速度一般控制在120-150mm/s。
喷锌的次序重量约为2.65Kg/h左右;为了获得较均匀的涂层,喷枪移动速度必须适当。
***层较慢(***层喷涂厚度应是总厚度的40-50%);第二层稍慢(同喷漆速度大致相同);一般约为0.3-0.35m/分钟。两层之间的喷涂方向应相互垂直。为了得到质量好、厚度均匀的涂层,在喷涂面积很大时,可分若干小区,喷束宽为4cm-5cm,喷涂时喷束一般应重叠三分之一。
喷涂时间间隔:***层喷涂完毕后,应保持清洁,不允许手等触及喷涂表面,每层喷涂时在10-15分钟方可进行下一次喷涂。
喷涂环境温、湿度:喷射时环境温度为15℃左右为宜,适宜的温度可以使涂层金属与基体获得较高的附着力。若结构表面的温度0℃以下时,可先将结构面预热处理。预热温度可控制在30-40℃,从表面处理后***道喷涂完毕,其时间可根据相对温度而定。当相对湿度低80%时,为3小时;当相对湿度为80-90%时为2小时;当相对湿度超过90%时不允许喷涂。
封闭处理(喷锌/喷铝后还要喷漆)
封闭处理是热喷涂后一层的防腐工序过程,为了更好、有效地达到喷涂层的保护目的,延长其基体结构的使用寿命,必须进行封闭处理。
热喷涂,涂层表面都存在不同程度的孔隙,随着涂层孔隙率的增加,极大地影响和降低涂层的防护效果,故此,为了更长的保护年限,必须使用封闭处理,所谓封闭处理是涂刷在涂层表面上使涂层的孔隙封闭。
质量检测
为了确保设计要求和工程质量,必须对成品作***的检测。包括外观检查、厚度检查、粘结力的检查。
处理检查:
主要目测涂层外观有无杂物气泡、空洞及凸凹不平颗粒及裂洞等现象。 厚度的检查:采用磁性测厚仪进行检查。
粘结力的检查:
采用刀刮法测试粘结力强度,用小刀或螺丝刀等工具刮基体不太重要的部位或认为质量差的部位。
如果只产生新涂层的明亮刮痕,而无脱落现象,即为合格。
在福建省漳州市采购热喷锌喷铝加工请认准华电高空工程有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:朱雄飞-15380593638,QQ:784669153,地址:人民路金融城)。











