
以下是:电厂防磨喷涂维修2024年施工开始了的产品参数
山东锅炉热喷涂 山东 电厂防磨喷涂维修2024年施工开始了,宏合集团为您提供电厂防磨喷涂维修2024年施工开始了产品案例,联系人:张经理,电话:06358655311、13780722348,QQ:594476388,发货地:开发区发货到云南省 迪庆市 香格里拉市、德钦县。 云南省,迪庆藏族自治州 迪庆藏族自治州,藏语意为“吉祥如意的地方”。1957年9月13日,迪庆藏族自治州人民政府成立,由丽江专区代管。1973年始,迪庆藏族自治州不再由丽江地区代管。境内主要景区(点)有云南高峰梅里雪山卡格博峰、世界上深的峡谷虎跳峡、东巴文化的发祥地“仙人遗田”白水台、中国纬度的现代冰川明永冰川、普达措公园、康藏十三林之一的噶丹·松赞林寺、碧壤峡谷、哈巴雪山、萨马阁、千湖山、依拉草原、尼汝林区、茨中天主教堂、达摩祖师洞、长江湾、巴拉格宗大峡谷等。
不要错过这部精心制作的电厂防磨喷涂维修2024年施工开始了产品视频!仅仅一分钟的时间,您将能够领略到我们产品的卓越品质和出色设计,发现更多令人心动的细节。
以下是:电厂防磨喷涂维修2024年施工开始了的图文介绍
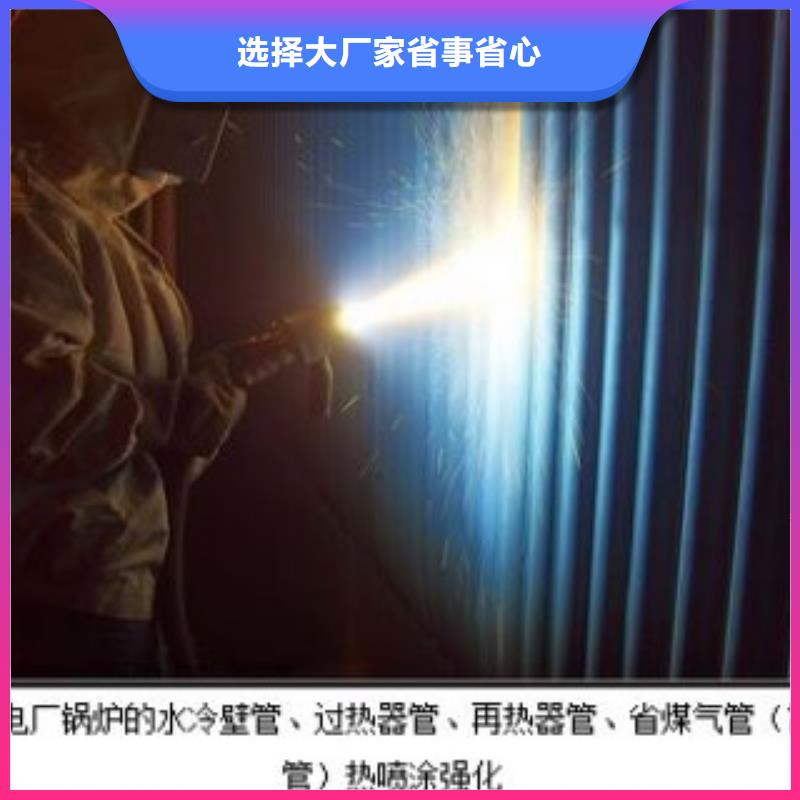
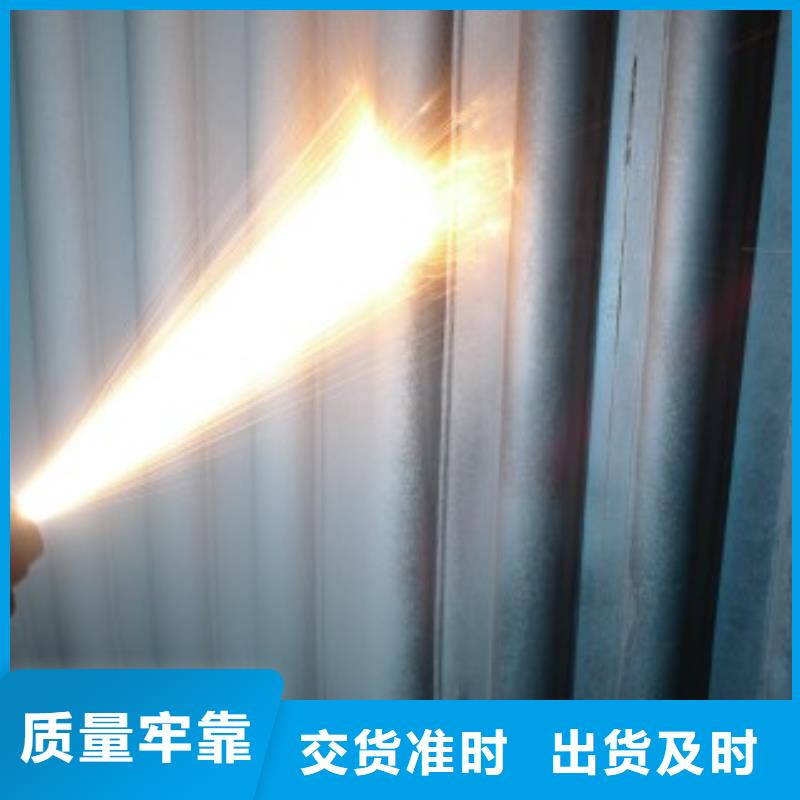
⑷气体爆燃式喷涂技术进一步得到应用
该项喷涂技术由于粒子飞行速度可达800m/s以上,涂层与基体结合强度可达100MPa以上,孔隙率<1%,在某些领域里应用,优于其他喷涂方法。国内已安装10台以上。⑸氧乙炔火焰塑料粉末喷涂技术发展迅速
如前所述,国内近年来已有多家生产制造氧乙炔火焰塑料粉末喷涂设备,采用该项工艺技术,已在化工贮罐、管道、陶瓷行业泸泥机板框、印染行业的导布辊、煤炭行业带式运输机铸铁托轮、石油行业注聚设备,以及表面装潢等方面都得到了很好的应用,弥补了电喷塑的不足。为塑料涂层的应用,开辟了一个新的途径。⑹热喷涂技术在化工防腐工程中得到应用
腐蚀是机械部件受周围介质的化学或电化学作用而失效的主要原因之一。它不仅使大量金属材料受损失,从而造成的停产损失更难以估计,所以人们对化工防腐工作特别重视。热喷涂层应用于腐蚀介质中,特别是强介质腐蚀,以前所以未能突破,其主要原因是封孔剂未能解决。众所周知,喷涂层是存在着孔隙的,若不进行封孔处理,各种酸、碱、有机介质就会浸入孔隙,使涂层脱落,影响防腐效果。根据防腐工程的要求,近期中国已研制成功了聚酯型、有机聚合物型、树脂型、塑料型、胶粘剂型等几十种型号的封孔剂,适用于酸、碱、盐及有机物的腐蚀环境,其使用温度80~350℃。采用陶瓷涂层、氧化物涂层或金属或合金涂层,根据不同介质,选用适当的封孔剂,已在许多化工腐蚀介质中应用,效果良好。该系列封孔剂已获 并获 发明奖。这些封孔剂的研究成功,使热喷涂技术在化工防腐工程中的应用有了新进展。
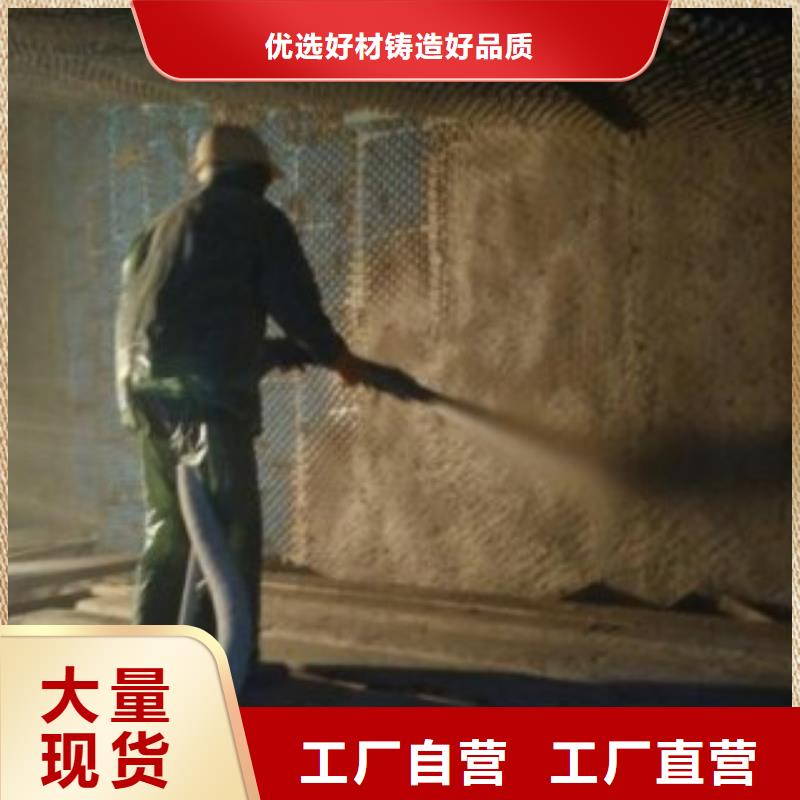
导流防磨技术热喷涂、超音速电弧喷涂、锅炉喷涂,水冷壁防磨喷涂,四管电弧喷涂,循环流化床超音速热喷涂,煤粉炉防腐、导流板安装、经纬防腐、格栅防磨、过热器。折焰角、锅炉防磨、锅炉防磨防腐、热喷涂、火焰喷涂
热喷涂的表面预处理一般分成表面预加工,表面净化和表面粗化(或活化)三个步骤来进行。
1 表面预加工:
一是使工件表面适合于涂层沉积,增加结合面积;
二是有利于克服涂层的收缩应力。对工件的某些部位作相应预加工以分散涂层的局部应力,增加涂层的抗剪能力。常用的方法是切圆角和预制涂层槽。工件表面粗车螺纹也是常用的方法之一,尤其在喷涂大型工件时常用车削螺纹来增加结合面积。
2 表面净化:
常采用溶剂清洗,碱液清洗和加热脱脂等方法,以除去表面油污,保持清洁度。常用的清洗溶剂有:汽油、丙酮、四氯化碳和三氯已烯。对大型修复工件常采用碱液清洗。碱液一般用氢氧化钠或碳酸钠等配制,这是一种较廉价的方法。
3 喷砂粗化处理:(这是热喷涂重要的预处理方法。)
喷砂可使清洁的表面形成均匀而凹凸不平的粗糙面,以利于涂层的机械结合。用干净的压缩空气驱动清洁的砂粒对工件表面喷射,可使基材表面产生压应力,去除表面氧化膜,使部分表面金属产生晶格畸变,有利于涂层产生物理结合。基材金属在喷砂后可获得干净、粗糙和高活性的表面。导流防磨技术热喷涂、超音速电弧喷涂、锅炉喷涂,水冷壁防磨喷涂,四管电弧喷涂,循环流化床超音速热喷涂,煤粉炉防腐、导流板安装、经纬防腐、格栅防磨、过热器。折焰角、锅炉防磨、锅炉防磨防腐、热喷涂、火焰喷涂
1.粉粒温度较低,氧比较轻(这主要是由于粉末颗粒在高温中停留时间短,在空气中暴露时间短的缘故,所以涂层中含氧化物量较低,化学成分和相的组成具有较强的稳定性),但只适于喷涂金属粉末、Co-Wc粉末以及低熔点TiO2陶瓷粉末 2.粉粒运动速度高。 3.粉粒尺寸小(10~53>μm)、分布范围窄,否则不能熔化。锅炉水冷壁喷涂 4.涂层结构强度、致密度高,无分层现象。 5.涂层表面粗糙度低。 6.喷涂距离可在较大范围内变动,而不影响喷涂质量。 7.可得到比爆炸喷涂更厚的涂层,残余应力也得到改善。 8.喷涂效率高,操作方便。 9.噪音大(大于120dB),需有隔音和防护装置。 如有其他疑问,请咨询锅炉水冷壁喷涂
云南迪庆宏合集团在多年的 无缝钢管经营中以快捷、和完善的售后服务,赢得了广大用户的赞同。在 无缝钢管市场竞争日益激烈的本日,在发挥自身优势的同时,将借鉴成功企业的经验,不断完善自己,合理调整经营策略,力求适应 无缝钢管市场。 我们将坚持质量,信誉至上的宗旨,高层次、高质量、高标准服务于社会。依托完善的现代企业管理和质量体系及先进的质量检测手段,为中外新老客户提供超优质的 无缝钢管产品和服务!
等粒子喷涂工艺在等粒子喷涂过程中,影响涂层质量的工艺参数很多,主要有:①等离子气体:气体的选择原则主要根据是可用性和经济性,N2气便宜,且离子焰热焓高,传热快,利于粉末的加热和熔化,但对于易发生氮化反应的粉末或基体则不可采用。Ar气电离电位较低,等离子弧稳定且易于引燃,弧焰较短,适于小件或薄件的喷涂,此外Ar气还有很好的保护作用,但Ar气的热焓低,价格昂贵。气体流量大小直接影响等离子焰流的热焓和流速,从而影响喷涂效率,涂层气孔率和结合力等。流量过高,则气体会从等离子射流中带走有用的热,并使喷涂粒子的速度升高,减少了喷涂粒子在等离子火焰中的“滞留”时间,导致粒子达不到变形所必要的半熔化或塑性状态,结果是涂层粘接强度、密度和硬度都较差,沉积速率也会显著降低;相反,则会使电弧电压值不适当,并大大降低喷射粒子的速度。极端情况下,会引起喷涂材料过热,造成喷涂材料过度熔化或汽化,引起熔融的粉末粒子在喷嘴或粉末喷口聚集,然后以较大球状沉积到涂层中,形成大的空穴。②电弧的功率:电弧功率太高,电弧温度升高,更多的气体将转变成为等离子体,在大功率、低工作气体流量的情况下,几乎全部工作气体都转变为活性等粒子流,等粒子火焰温度也很高,这可能使一些喷涂材料气化并引起涂层成分改变,喷涂材料的蒸汽在基体与涂层之间或涂层的叠层之间凝聚引起粘接不良。此外还可能使喷嘴和电极烧蚀。而电弧功率太低,则得到部分离子气体和温度较低的等离子火焰,又会引起粒子加热不足,涂层的粘结强度,硬度和沉积效率较低。③供粉:供粉速度必须与输入功率相适应,过大,会出现生粉(未熔化),导致喷涂效率降低;过低,粉末氧化严重,并造成基体过热。送料位置也会影响涂层结构和喷涂效率,一般来说,粉末必须送至焰心才能使粉末获得 的加热和 的速度。④喷涂距离和喷涂角:喷枪到工件的距离影响喷涂粒子和基体撞击时的速度和温度,涂层的特征和喷涂材料对喷涂距离很敏感。喷涂距离过大,粉粒的温度和速度均将下降,结合力、气孔、喷涂效率都会明显下降;过小,会使基体温升过高,基体和涂层氧化,影响涂层的结合。在机体温升允许的情况下,喷距适当小些为好。喷涂角:指的是焰流轴线与被喷涂工件表面之间的角度。该角小于45度时,由于“阴影效应”的影响,涂层结构会恶化形成空穴,导致涂层疏松。⑤喷枪与工件的相对运动速度:喷枪的移动速度应保证涂层平坦,不出线喷涂脊背的痕迹。也就是说,每个行程的宽度之间应充分搭叠,在满足上述要求前提下,喷涂操作时,一般采用较高的喷枪移动速度,这样可防止产生局部热点和表面氧化。⑥基体温度控制:较理想的喷涂工件是在喷涂前把工件预热到喷涂过程要达到的温度,然后在喷涂过程中对工件采用喷气冷却的措施,使其保持原来的温度。在等离子喷涂的基础上又发展了几种新的等离子喷涂技术
在云南省迪庆市采买电厂防磨喷涂维修2024年施工开始了到宏合集团,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:张经理-13780722348,QQ:594476388,地址:《开发区》。














