


以下是:无缝焊接弯头经销商的产品参数
品牌 河北博创 产地 河北 材质 碳钢 无缝焊接弯头经销商,博创管道装备有限公司为您提供无缝焊接弯头经销商,联系人:蒋彦博,电话:0317-6199111、13303177556,QQ:710809341,请联系博创管道装备有限公司,发货地:五里窑工业区发货到河北省 廊坊市 安次区、广阳区、固安县、永清县、香河县、大城县、文安县、霸州市、三河市。 河北省,廊坊市 2022年,廊坊市实现地区生产总值3565.3亿元,同比增长2.1%。
不要错过这部精心制作的无缝焊接弯头经销商产品视频!仅仅一分钟的时间,您将能够领略到我们产品的卓越品质和出色设计,发现更多令人心动的细节。
以下是:无缝焊接弯头经销商的图文介绍
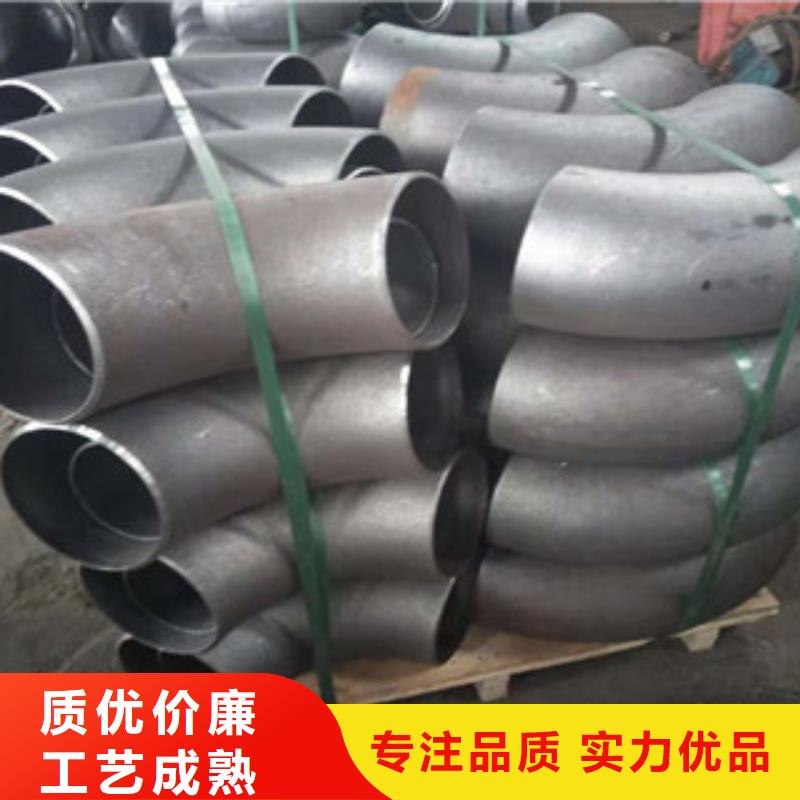
生产碳钢弯头焊接工艺的主要性质
焊接工艺是根据生产性质、图样和技术要求,结合现有条件,运用现代化焊接技术知识和先进生产经验,确定出的碳钢弯头加工方法和程序,是焊接过程中的一整套技术规定。焊接工艺包括焊前准备、焊接材料、焊接方法、焊接顺序、焊接操作的佳选择以及焊后处理等。制定焊接工艺是焊接生产的关键环节,其合理与否直接影响产品制造质量、劳动生产率和制造成本,而且是管理生产、设计焊接工装和焊接车间的主要依据焊接工艺的核心内容是焊接方法,其发展过程代表了焊接工艺的进展情况。从1885年俄罗斯人发明了碳弧焊以来到目前为止,许多新的焊接工艺大量用于焊接生产,极大地提高了焊接生产率和焊接质量。随着现代工业生产的需要和科学技术的蓬勃发展,焊接技术进步很快,到现在焊接方法已发展到数十种之多。为了能正确选择和使用各种焊接方法,必须了解焊接的物理本质、分类、基本特点和使用范围。碳钢弯头的焊接,按其工艺过程的特点分为熔焊、压焊和钎焊三大类。
铝弯头的保养工作应该怎么做?
1.应定期检查长时间存放的铝制肘部。应始终保持暴露的表面清洁,不得将污垢堆放或存放在露天。妥善存放在室内通风干燥的地方,始终保持铝制弯头干燥通风,保持门卫干净整洁,并按照正确的储存方法存放。
2.安装前,必须仔细检查铝弯头的各种标准,口径是否符合使用要求,运输过程中的缺陷,铝弯头的污垢,做好安装准备,一切都准备好了。
3.安装时,铝弯头可根据连接方式直接安装在管道上,并根据使用位置安装。在正常情况下,它可以安装在管道的任何位置,但它易于操作。请注意,铝制弯头的流向应从纵向阀向上,铝制弯头只能水平安装。铝弯头安装时应注意密封,防止泄漏,影响管道的正常运行。
4.当使用铝制弯头的球阀,截止阀和闸阀时,它们只能完全打开或完全关闭。不允许调节流量以避免密封表面的腐蚀并加速磨损。闸阀和面线止回阀具有倒置的密封装置,并且手轮被拧到上面的位置以防止介质从填料泄漏。控制口径:铝弯头采用标准(DN10-DN150),3A / DF标准,标准(1 / 2-6),标准(Ф12.7-Ф152.4)生产,生产不同质量和标准的铝弯头。头部,用于不同领域,显示。
河北廊坊博创管道装备有限公司将以雄厚的经济技术实力,优良的 焊接异径管产品品质,铸造中国 焊接异径管新品牌新形象。公司始终坚持“诚信务实、服务社会”的经营理念,愿与国内、外各界朋友真诚合作,共同为建设事业做出更大贡献!携手发展!共创美好明天!
不锈钢弯头的基本工艺过程是:下料滚弯焊接成封闭的环壳环壳内部加压成形分段。通常的加工工艺是用模具压制出多块壳体,然后焊接完成。很多工序需要不同的夹具或模具,制造成本高且周期长,大型薄壁类零件工艺性极差。
液压胀型的发展,为大型薄壁类零件的成型加工提供了基础。不锈钢弯头属于薄壁类零件,对于薄壁类零件的加工,工艺难度较大。液压胀型的发展,为大型薄壁类零件的成型加工提供了新的途径。无模液压胀型是一种新型液压成形,具有成本低、加工周期短、成形好等显著特点。
其基本工艺过程是:先由平板或经过滚弯的单曲率壳板,焊接成封闭的多面壳体。然后在封闭的多面壳加压,在内部压力的作用下,壳体产生塑性变形而逐渐趋于理想形态。大型不锈钢弯头的基本工艺过程是:下料→滚弯→焊接成封闭的环壳→环壳内部加压成形→分段。
无缝焊接弯头经销商_博创管道装备有限公司,固定电话:13303177556,移动电话:0317-6199111,联系人:蒋彦博,QQ:710809341,五里窑工业区 发货到 河北省廊坊市。














