以下是:密集架款式多样的产品参数
密集架 密集架 密集架款式多样,金虎柜业有限公司专业从事密集架款式多样,联系人:赵先生,电话:13932820388、13932820388,QQ:514537971,发货地:武邑县桥头工业区发货到山东省 枣庄市 薛城区、峄城区、台儿庄区、山亭区、滕州市,以下是密集架款式多样的详细页面。 山东省,枣庄市 枣庄在唐宋时形成村落,因多枣树形成村庄而得名。枣庄是中国“海峡两岸交流基地”和“全国健身秧歌城市”,因铁道游击队和台儿庄大战而闻名中外。境内A级景区共有47家,其中5A级景区1家、4A级景区12家、3A景区18家,4处湿地公园。境内旅游景点有台儿庄古城、微山湖湿地红荷风景区、抱犊崮、冠世榴园、墨子纪念馆、鲁班纪念馆、铁道游击队影视城等。
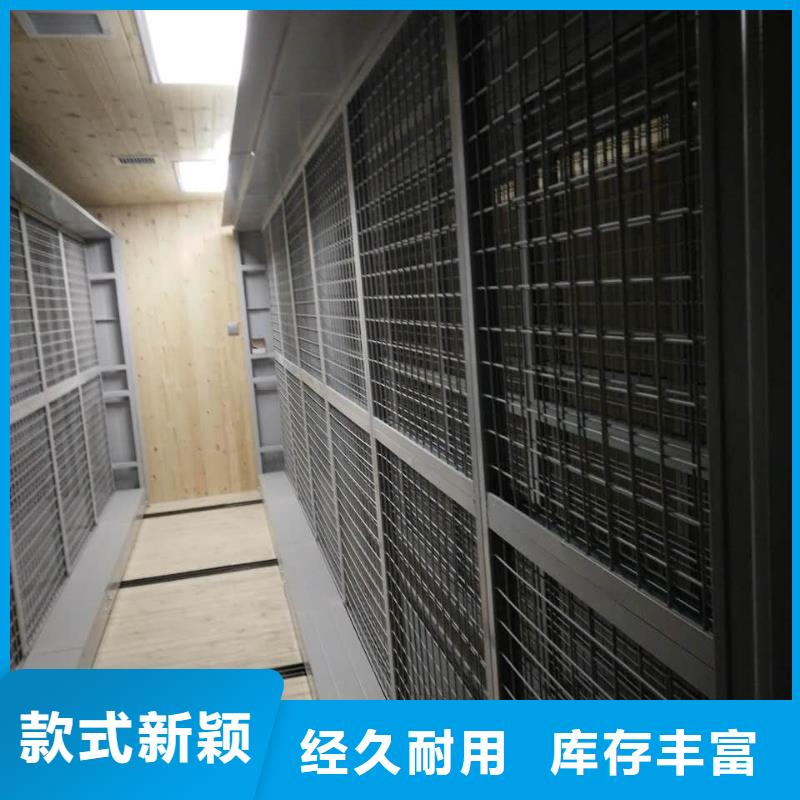
想知道密集架款式多样产品的独特魅力吗?我们为您准备的视频将带您亲身体验,让您感受到产品的无限魅力。以下是:密集架款式多样的图文介绍
山东枣庄金虎柜业有限公司了解客户的真实需求,用高品质的 手动密集架厂家产品和完善的服务成就客户,让客户成功,帮客户赚钱,在帮助客户成功的过程中实现企业价值。
一、整体要求:
密集架采用手动普通型,架体为双柱结构,节与节之间用挂板分隔,立柱中开有挂孔,挂板扣挂于立柱的挂孔上,搁板放置于挂板下沿折弯上且扣牢在挂板的孔扣上;每层搁板一分为二,搁板间距可上下调节,每节双面间以分隔棒隔开;每列首尾两节的搁板间有斜拉加强筯,保证架体稳固。
技术标准采用中华人民共和国行业标准DA/T7-92,手动密集架技术条件 GB/T13667.3-2003,产品必须经产品质量监督部门检测认定。生产过程中材料、工艺均采用标准执行。
二、轨道及轨芯要求:
轨芯需采用20*20mm优质实心方钢,表面防锈保护处理。
三、主要部件材质要求:
密集架主要部件所用钢材均系国内名厂优质钢材。
(1)手动密集架主要由导轨、底盘、传动机构和架体(包括立柱 、搁板、顶板、门板及侧护板)等零(部)件组成。架顶设有防尘装置,列与列之间装有20mm厚特种抗老化橡塑磁性密封条,形成两列间的全封闭,门面列和中间移动列分别装有锁具和制动装置,每组密集架闭合后可用总锁锁住,开成一个封闭的整体,各列移开后可单独制动,确保人架,底部设有防鼠、防倾倒装置,因而整个架体具有良好的防尘、防鼠、防潮、防火、防盗和保密功能。
(2)传动机构主要由精铸滚轮、传动轴、连接管、链轮、精密链条,双向超越离合手摇柄等零(部)件组成。手柄摇动轻便、灵活、耐用、美观、无噪声、手摇动时能自动挂档,密集架处于从动或不动状态时,摇柄自行停于垂直位置,手柄可折叠,避免了通行障碍。
(3)底盘采用分段焊接后整体组装式,连接牢固、运输、安装方便,底盘各段连接采用M10螺栓紧固,纵梁上按节距冲有矩形槽,槽下焊有夹紧板,以供立柱插入后用M10箍紧拧固。滚轮横梁采用四折成形,确保在外力作用下无任何变形情况发生。底梁下部装有防倒支架以防架体倾倒。底盘两端封头横梁与纵梁牢固焊接,在直角处上、下两平面均焊上三角形加强板,有效保证了底盘架不扭曲、错位和变形等。
(4)导轨芯采用20*20mm实心方钢(上海宝钢)置于3.0mm厚钢板折弯成形轨座上,分段连接。
(5)立柱使用冷轧钢板(上海宝钢)1.5mm厚制作,两面均布冲裁可上、下调节的挂孔,结构坚固合理、美观大方不变形。
(6)搁板使用冷轧钢板(上海宝钢)1.0mm厚制作,结构合理,美观耐用,每层标准承重80kg。
(7)门板及侧面板使用冷轧钢板(上海宝钢)1.0mm厚制作,线条流畅,表面平整,采用正面凹凸新型工艺,以增强侧推受力强度,表面哑光喷塑。
(8)密集档案架装有密集架专用豪华锁,组装后缝隙均匀,锁定紧密,开启灵活。
(9)顶板使用冷轧钢板(上海宝钢)1.0mm厚制作,通过M6螺栓紧固于立板上端既能加强架体的整体刚性又能起到防尘、防水的作用,为此应加强顶板的钢性,经双面二次折弯,四角对焊,使其成框架结构。
四、技术安装标准:
(1)每标准节组装后,外形尺寸的极限偏差为±2mm,立柱与导轨的垂直度不大于2mm。侧面板和中腰带的对缝处的间隙不大于2mm,门缝间隙均匀1~2mm之间。
(2)传动机构应转动灵活、平衡、不得有失灵现象。
(3)导轨安装平行偏差不大于1mm/m,全长不大于4mm,导轨对接处高低差不大于0.3mm。
(4)底梁必须平直,直线度不大于0.5mm/m,全长不大于2mm。
(5)架体安装垂直偏差小于2mm,达到横平竖直。
(6)各零件、组合件表面光滑、平整、不得有尖角、突起。
(7)所有焊接件焊接牢固,焊痕打磨光滑平整。
(8)喷塑表面色泽一致,塑面均匀光滑,无划伤。
(9)产品各零件、组合件之间应能具有互换性。
(10)搁板上均匀载重400N,放置24h大挠度小于4mm,卸载后2h搁板不得有裂缝,残余变形量不大于0.3mm。
(11)每标准节在全负载的情况下,各结构件和架体没明显变形,架体不应产生倾斜现象。
(12)在全负载的情况下,各列密集架应动动自如,不得有阻滞现象,单列密体架运行,手柄摇力不大于12N。
五、工艺要求:
(1)所有钣金件、机加工件加工后均打磨制,无裂痕及伤痕。
(2)所有焊接件均焊接牢固,外表光滑平整。
(3)每标准节组装后,质量符合技术标准要求。
(4)产品全部钣金件均经过严格的酸洗、除锈、磷化等十道工序处理,表面喷粉末材料采用具有环保性质的高强度树脂粉末,其相关技术性能完全符合GB-T1366.16.3档案管理要求,喷涂无列角。此表面处理的零件耐环境腐蚀性强、涂层牢固、美观大方。表面处理工艺过程如下:预处理---60 ℃---80℃热脱脂----冷水清洗---中和---冷水清洗---表调—60℃---70℃ 热磷化---冷水清洗----65℃--80℃热钝化---静电喷粉----180℃固化。漆膜附着力达到GB1720中的二级指标。塑膜厚度60-70um,塑层防锈能力20年以上。
密集架生产技术介绍
一、结构:
1、手动密集架为装配组合式结构,手动密集架配有一套手动运行结构图。主要由立柱、搁板、挂板、侧面板、底盘等零部件组成而成。
2、搁板、挂板能沿立柱的垂直方向调整高度,立柱上挂板孔间距为50mm。
3、轨道采用地面式轨道,用螺丝或射钉安装,有传动机构及防倒装置及挡块等。
4、设置防尘装置,可根据需要设置照明灯,手把为折叠式。
二、加工制造
1、所有钣金件、机加工件经加工后打磨无毛刺,无裂纹及伤痕。
2、所有焊接件焊接牢固,焊痕光滑、平整。
三、制造公差
1、每标准节组装后,外廓尺寸(长、宽、高)的极限偏差小于±1.5mm。
2、每标准节组装后,侧面板与中腰板的对缝处的间隙小于2mm。
3、轨道安装后,在任意1m长度内,水平偏差不大于1mm,全长不大于1mm,轨道之间对应点的水平偏差为不大于1mm,每两条轨道之间的平行度偏差不大于0.3mm。
4、门缝间隙均匀一致,间隙应在1mm之间。
5、零件的未标注公差尺寸的极限偏差按GB1804中的IT13-14。
四、材料
1、密集架用原材料应符合表1规定 (表1)
五、表面处理
1、零件在涂覆前,均应进行清洗、除油、除锈等处理,面板、侧板等重要零件要进行磷化处理。
2、产品所用标准件及紧因件均需氧化或镀锌处理。
六、外观质量
1、密集架各零件、组合件表面应光滑、平整、无尖角、凸起、
2、颜色按定货要求,色泽一致,漆面均匀光亮、无划伤。
七、传动机构
传动机构转动灵活、平稳、无失灵现象。
八、互换性
产品各零件、组合件之间保持互换性。
九、漆膜附着力
能达到GB1720中规定的二级指标。
十、搁板载重
1、搁板载重确性
单面搁板上均匀载重 标准(40kg), 挠度为3mm,24h卸载后,无裂纹及明显变形。
2、全负载载重
每标准节(六层双面搁板)在全负载(每块单搁板均布载重80kg)的情况下,架体、立柱无明显变形,架体不产生倾倒现象。
3、载重运行
在全负载的情况下,扣列密集架在手动操纵下,都运行自如,无阻滞现象。每标准节手动摇力不大于12N(每列密集架的手柄摇力为12N标准节数)。
4、载重稳重性
在受全部载荷1/20外力(沿X、Y轴两个方向的水平外力)的作用反复100次后,取消外力,架体所产生的倾斜不得大于总高的百分之一。支架、立柱无明显变形。
十一、防护装置
密集架顶部安装有防尘板、列间采用磁性密封条,具有良好的防尘、防火、防潮、防盗等功能。
底盘上安装有勾,与轨道相连,可防止架体倾倒。
轨道末端有限位装置,可防止底盘脱轨。
首列密集架安装有列锁,架体全部合拢时可以锁住,保证藏品的。
密集架款式多样,金虎柜业有限公司为您提供密集架款式多样产品案例,联系人:赵先生,电话:13932820388、13932820388,QQ:514537971,发货地:武邑县桥头工业区。