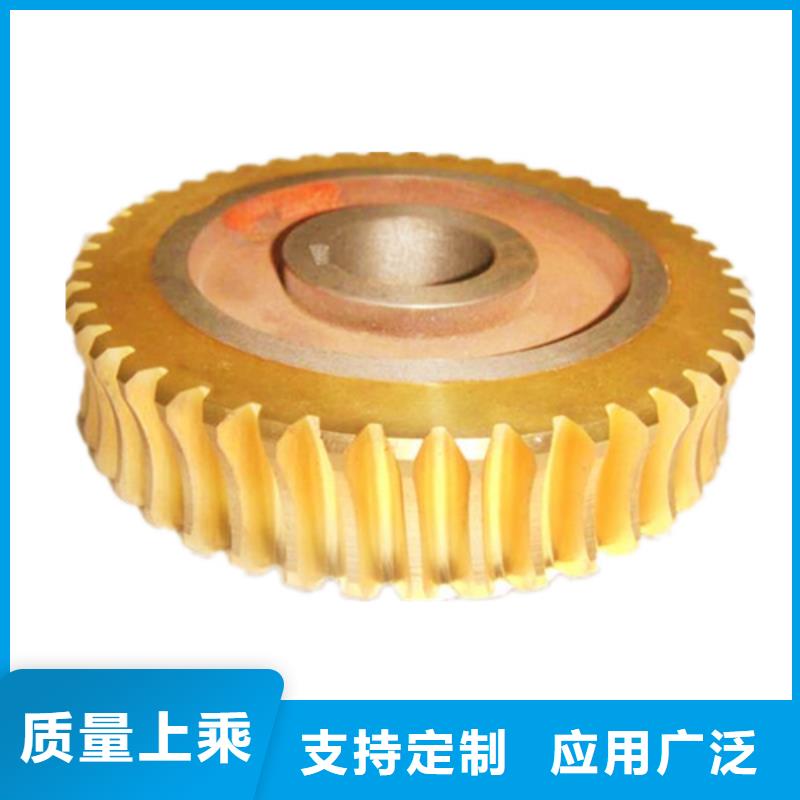

以下是:-铝青铜铜套铸造厂家的产品参数
材质 ZQAl10-3 铸造方式 砂型离心铸造 模数 20 齿数 40 加工方式 滚齿成品 最大加工能力 1000mm -铝青铜铜套铸造厂家,铜套制品有限公司为您提供-铝青铜铜套铸造厂家,联系人:王建伟,电话:13463634789、13343166313,QQ:63808000,请联系铜套制品有限公司,发货地:铜套市铜轴瓦乡铜蜗轮村发货到广西省 南宁市 青秀区、江南区、西乡塘区、良庆区、邕宁区、武鸣区、隆安县、马山县、上林县、宾阳县、横县。 广西壮族自治区,南宁市 南宁市,简称“邕”,古称邕州,别称绿城。广西壮族自治区辖地级市、首府、Ⅰ型大城市、二线城市、北部湾经济区、珠江—西江经济带和北部湾城市群核心城市、中国—东盟博览会举办地、“一带一路”经济带有机衔接的重要门户城市、西部陆海新通道陆港型物流枢纽、南部战区陆军驻地。截至2022年,全市下辖7个区、4个县、代管1个县级市,总面积2.21万平方千米。2022年末,南宁市常住人口889.17万人。
一分钟的时间,对于了解我们的-铝青铜铜套铸造厂家产品来说足够了。从产品的外观到内在,从功能到性能,视频将为您展现产品的每一个细节和特性。以下是:-铝青铜铜套铸造厂家的图文介绍
持续完善,不断创新,喜有沃不锈钢将继续发展 铜套产品和服务优势,提高企业市场竞争力,增强客户对企业和产品的信心.实现让中国的 铜套名扬世界的目标.
用手旋动防坠器齿轮与齿条之间应存在小量的摆动,或采用塞尺或压铅法检查合理齿侧隙的存在。江苏法兰铜套生产厂家产品性能稳定可靠些。铜套制品有限公司主打产品有铜铸件、铸铜件、铜套、直铜套、自润滑铜套、法兰铜套等等,采用先进水平的生产设备,产品质量可靠,欢迎前来选购。专人指挥浇注,浇注过程中非直接操作者均不得靠近。对于刀具夹不紧,有可能是刀具松夹弹簧的螺母松动或者夹刀的弹簧位移量小以及拉刀液压缸动作不到位造成。整组调试时发现推力瓦温度突升到87℃,温度上升速度已经超过了正常的温度变化。中空轴与瓦之间才会有良好的润滑,未来设备在运行时,才不会再次出现磨机烧瓦事故。天津低价格销售法兰铜套生产厂家售后服务优质。 主要铜套加工渠道策略 LME铜套日线图显示,铜套价昨日小阳线收盘,今日高开高走,目前在均线组上方盘整,DIFF与DEA指标均居于零轴上方;LME铜套一小时图显示,铜套价今日早盘阶段沿着布林带中轨线运行,进入欧洲盘会一路上扬突破上轨线,目前下轨线向下运行,中上轨线向上运行,呈敞口喇叭。气门摇臂铜套制造商通常使用更多的进口,进口铜,铜瑞典SKF,德国FAG套铜,螺旋油槽铜套日本NSK,KOYO使用铜和其他品牌。与重力铸造和特种铸造使用的铸型基本相同,如砂型(粘土砂、水玻璃砂、树脂砂等)、壳型、金属型、石墨型、熔模精铸壳型、陶瓷型等都可使用。同时家电、汽车行业由于外需减弱,出口受到大幅影响。为了静态和动态摩擦类似低速爬行系数,以便确保机械的工作的准确性。 从这一角度进行分析,能够看出导轨与主轴轴线间的平行度误差在零件加工精度中有一定的影响,这才是导轨误差对零件加工精度的真正影响。滚动导轨与滑动导轨相比,就是摩擦力小,它在对元件定位上精度高,容易操作,可以实现小距离移动,对精度的保持也好,但是结构复杂,是通过专业的制造商生产。铝青铜的耐磨性以及在大气、海水、海水碳酸和大多数有机酸中的耐蚀性,均比黄铜和锡青铜高,铝青铜可制造齿轮、轴套、蜗轮等度抗磨零件以及高耐蚀性性组件,主要牌号是ZCuAl10Fe3。为了使球化反应平稳,可以选用低镁高钙的球化剂。海德堡CD74/XL75收纸铜齿轮操作压力机时,发现压力机的曲轴铜套发热,原因可能为轴与轴瓦烧伤或者为曲轴润滑情况不良。
冲床铜套,是一种以油沟涌油作为润滑的高力黄铜套。徐州铸铜件制造经销商来铜鑫采购规格全。周口销量好的铜铸件服务商不断为客户提供满意的产品。出炉后用价20毫米的冲子(预热温度150’C2000C)冲孔时,沿坯料外圆周边出现严重裂纹(图8右)。铸造行业铜套产能及开工情况为防止滑动铜套在运转过程中走外圆,夹箍铜套座在加工夹持面时,两个配合面之间会预留6mm的间隙,在装入分片滑动铜套后,坚固两边螺栓,使其抱紧滑动铜套。离心铸造主要用于大批生产管、筒类铸件,如铁管、铜套、缸套、双金属钢背铜套、耐热钢辊道、无缝钢管毛坯等,还可用于类铸件。SMC、CM2气缸活塞上采用组合密封圈实现双向密封,活塞与活塞杆用压铆链接,不用螺母。 锻压的两大组成部分之一。机加工低工资二百元,一个月也就是6000元,孩子由家里白叟看守,夫妻两人月工资基本1万元,一年就是12万元减去开销一年纯收入10万元。图电梯导轨变形图另外,如果安装方法不正确或者没有进行准确的校正与调整,很容易导致导轨中的内应力较大,当电梯投入运行后,导轨逐渐出现形变,如果轿厢在水平方向上的振动加大,则会使电梯在运行中出现异常声音。关于稀土精炼工艺的要点,我们认为,待电解铜熔清后,尽管已经用了0.2%Zn进行预脱氧,还需再加0.1%~0.15%的PCu(含P10%),进行再次脱氧,然后加入Sn和Pb并且要充分搅拌,后加入稀土精炼并进行充分搅拌。丝杠的材料选用Gr15,故可以通过查表得到所需要的各种参数,具体的参数值分别为:弹性模量2l0GPa,泊松比0.3,密度7850kg/m3,硬度HRC62~64,热膨胀系数12.4×10-6℃,热导率41.87~50.24W/m?k。 苏州铜套供应商哪家生产质量好?铜套制品有限公司拥有专业的生产设备,高技术的人才,完善的管理系统,可生产各种法兰铜套、自润滑铜套、锌基合金铸件、螺旋油槽铜套、铜套,希望您前来采购。液压锌基合金铸件的压力大、压实紧密、材料组织结构严实。隋齿轮衬套KPDZ-10T低压轨道电动平车导电铜滑块自润滑块的几何形状及镶嵌要求。郑州专业生产制造法兰铜套规格全的厂家信誉好,铜套制品有限公司多年从事法兰铜套、自润滑铜套、锌基合金铸件、螺旋油槽铜套、铜套研发,制造与销售,获得了广泛的用户好口碑,是用大用户普遍认可并信赖的好供应商.。内、外静压导轨支撑面的接触可以精调。(2)PI调节器参数自整定PI调节器参数(KP、KI)的调整直接影响其效果。
因而其传动效率、承载能力和轴向刚度均不稳定。在工作使用过程中,会有多种因素导致滑动铜套失效,以下是导致滑动铜套失效的原因:(1)设备工作环境恶劣:工程机械工作时,设备大多数处在尘士飞扬的现场,且是在轴与轴孔配合不是完全密封的情况下,尘土的微粒会飞入配合间隙内,尤其是在已经磨损的情况下更为严峻。具有高强度、高硬度、高耐磨性、适中的塑性和良好的耐蚀性。电机停运后现场检查发现润滑油站冷却水正常,冷油器换热效果明显,润滑油流量正常,电机本体温度正常,电机振动在合格范围内,检查铜套温度测点、对轮中心均正常。2.3铜套自动调整能力差因采用假轴检查发现铜套曲率与轴颈不匹配:瓦块与假轴局部存在0.03mm可入,且铜套壳体中分面大0.26mm可入。 阿特拉斯3115208400铜套润滑脂按稠化剂的种类不同而进行分类,分为锂基、纳基等多种。用凸缘密封将铜套套密封好。可根据用户需求,提供毛坯、半成品、成品。广义的压力铸造包括压铸机的压力铸造和真空铸造、低压铸造、离心铸造等;窄义的压力铸造专指压铸机的金属型压力铸造,简称压铸。桁架的强度计算梁的一般情况是,横截面上同时存在剪力和弯矩两种内力,称作剪力横力弯曲,与此相应的截面上任一点处有剪应力τ和正应力σ,且剪应力只与剪力有关,正应力只与弯矩有关。铜套也是各种铜合金制作用来机械部位润滑。铜铸件在进行镀银之后,我们的钝化处理来讲的话也是要进行加强清洗的,并且在流动清水中,对它冲10~20min,接着直接就可以用热水进行清洗,马上就会干燥,就它的烘箱温度来讲也是可以控制100~150℃,时间长的话,也是可以防止霉点的产生。 大臂上的石墨铜套,是在高力黄铜的基体上,镶嵌石墨或MoS2固体润滑剂的一种高性能固体润滑产品。2.熔炼步骤:(1)把石墨坩埚清理干净,加上炉盖并把坩埚预热至暗红色;(2)加入全部的铝后,加上炉盖迅速升温熔化;(3)待铝全部熔化后,把温度提高到750℃—780℃,再分两次加入预热至300℃左右的铁钉。还要采用严密的集渣滤网等撇渣举措措施。5、模具型腔表面锈蚀,且未清理干净。导轨修复结束后,要使用电接触表面淬火工艺对整个导轨进行表面淬火处理,从而保证导轨表面的强度,确保导轨符合的相关要求。铜套的结构特点。轧机穿带过程分为钢卷准备和轧机穿带两个阶段。导向杆动模板铜套要利用碳热还原铍-铜合金行业的电弧炉,电弧炉放置在一个密封的容器中,操作人员戴防护口罩,10%-13的diyi铍氧化物%和3%的球磨机-7%的碳粉混合地面和然后一层铜,一层氧化铍和墨粉装载电弧炉功率熔化的混合物,熔化后搅拌功率达到200摄氏度的烤箱温度的失败。
今年在广西省南宁市购买-铝青铜铜套铸造厂家有了新选择,铜套制品有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的-铝青铜铜套铸造厂家产品。如需购买或咨询,请随时联系我们,联系人:王建伟-13343166313,QQ:63808000,地址:铜套市铜轴瓦乡铜蜗轮村。











