
以下是:热喷涂施工队联系16510970444的产品参数
山东锅炉热喷涂 山东 热喷涂施工队联系16510970444,宏合集团为您提供热喷涂施工队联系16510970444,联系人:张经理,电话:06358655311、13780722348,QQ:594476388,请联系宏合集团,发货地:开发区发货到福建省 厦门市 思明区、海沧区、湖里区、集美区、同安区、翔安区。 福建省,厦门市 厦门市,简称“厦”或“鹭”,别称鹭岛,福建省辖地级市、副省级市、计划单列市、Ⅰ型大城市,位于中国华东地区、福建省东南部沿海,与漳州市、泉州市相连,地形以滨海平原、台地和丘陵为主,属南亚热带海洋性季风气候,温和多雨。截至2022年,厦门市下辖6个区,总面积1700.61平方千米,常住人口530.80万人,城镇化率90.19%。
想要一睹热喷涂施工队联系16510970444产品的风采吗?这个视频将用直接的方式展示产品的卓越性能,保证让您大饱眼福。
以下是:热喷涂施工队联系16510970444的图文介绍福建厦门宏合集团多年致力于 无缝钢管产品研发,工艺先进、设备精良,选购 无缝钢管,福建厦门宏合集团。
锅炉热喷涂为什么进行封孔处理
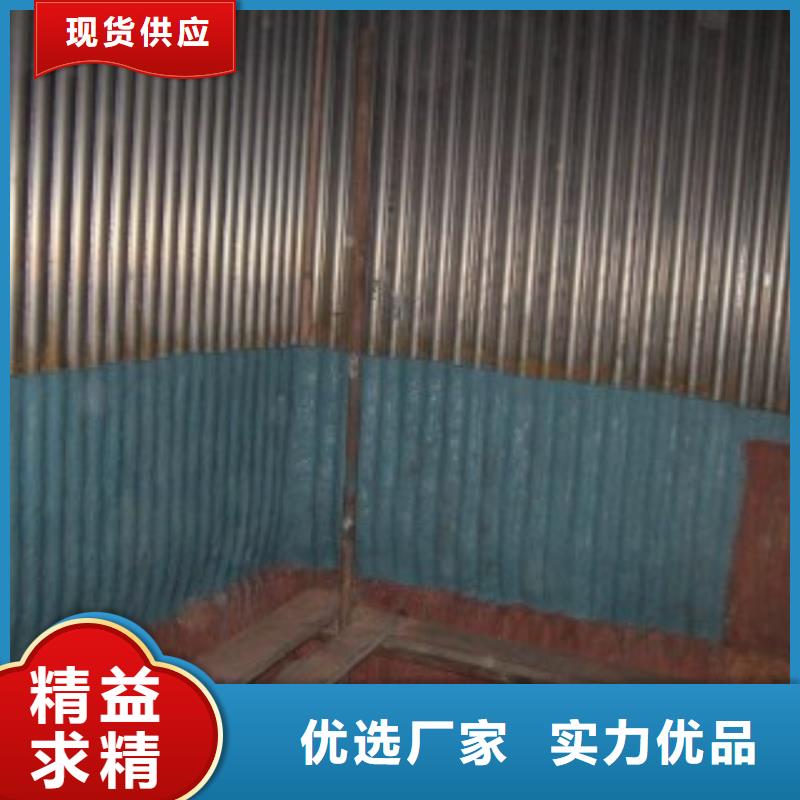
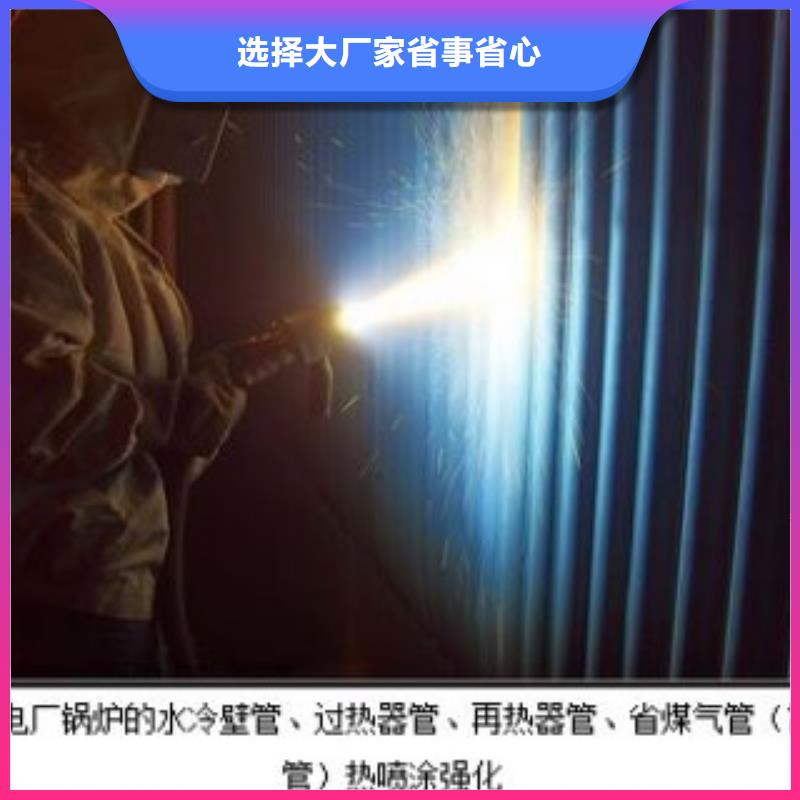
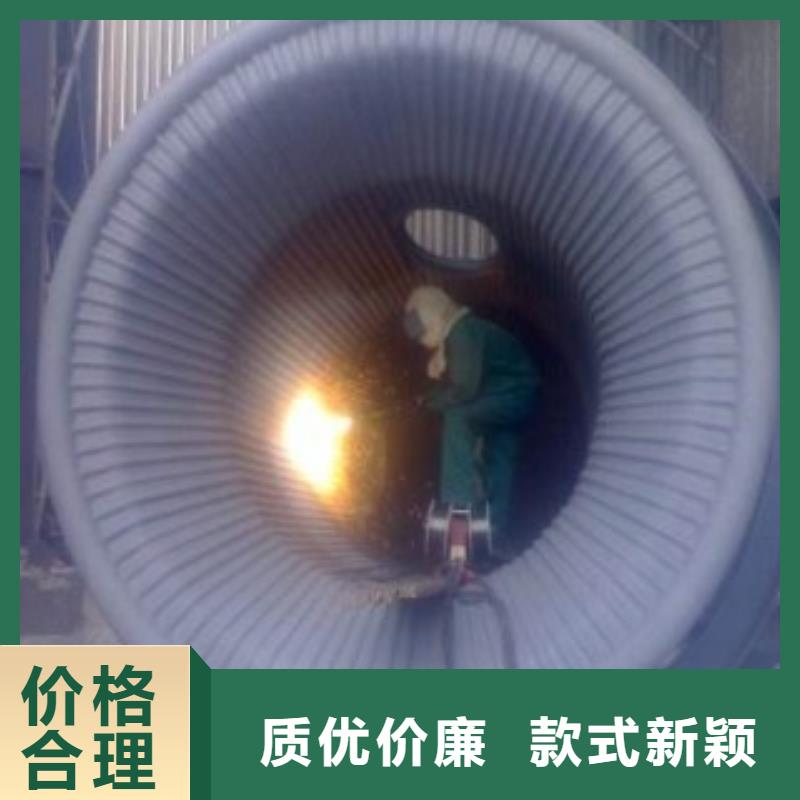
锅炉热喷涂之热喷涂是利用热源将喷涂材料加热至熔化或半熔化状态,并以一定的速度喷射沉积到经过预处理的基体表面形成涂层的方法,赋予基体表面特殊功能的目的。以常见的超音速火焰(HVOF)喷涂方法喷涂和大气等离子喷涂(APS)方法的喷涂过程为例,所制涂层是由无数变形粒子相互交错成波浪式堆叠在一起而形成的层状堆积结构,因此涂层中变形的颗粒与颗粒之间不可避免地存在一些孔隙。孔隙按其存在的形式可分为表面孔(开孔)、封闭孔和穿透孔(通孔)。当涂层用于耐腐蚀时,若涂层中有开孔或封闭孔存在,腐蚀介质不能直接到达基体表面,故其不能直接使基体发生腐蚀;而若涂层中存在通孔,则腐蚀介质会通过孔隙直接到达被保护基体的表面,使涂层与基体发生化学或电化学侵蚀,腐蚀产物在界面积累,会使涂层龟裂,脱落,终导致涂层失效。因此为了阻止腐蚀介质对基体的侵蚀,提高涂层的耐腐性能及扩大其在特殊环境下的应用范围,必须对涂层进行封孔处理。
12、施工时承揽商必须注意人身、设备,严格按照有关规范施工,若因违规造成损失,一切责任由承揽商负责;
13、本工程一切责任均由承揽商负责。
不同部件热喷涂的修复1 造纸机烘缸 HT20-40 表面划伤、腐蚀和磨损,缸体两端表面局部腐蚀凹坑塌陷,需修复和强化,防止继续腐蚀报废 电弧喷涂不锈钢分子式:1Cr18Ni9Ti(特点:喷涂速度快,结合强度高,耐酸碱等腐蚀)2 造纸厂胶滚筒轴 钢、铁 轴承位磨损超差 轻度磨损:电刷镀快速镍严重磨损:热喷涂镍基粉3 上压榨棍 45 轴承位磨损超差 轻度磨损:电刷镀快速镍4 打浆机轴 45 轴承位磨损,轴表面被杂物磨损 轻度磨损:电刷镀快速镍严重磨损:热喷涂镍基粉5 毛毯棍 表面包铜 轴承位磨损,轴表面被杂物磨损 轻度磨损:电刷镀快速镍严重磨损:热喷涂镍基粉6 网笼轴承座 碳钢 轴承位磨损超差 轻度磨损:电刷镀快速镍严重磨损:热喷涂镍基粉7 ZBJ13/φ150浆泵 铜 轴承位磨损超差 轻度磨损:电刷镀快速镍8 纸浆推进器 铜 轴、孔磨损超差 轻度磨损:电刷镀快速镍严重磨损:热喷涂镍基粉9 ZBJ2Q1φ100细浆泵 铸铁 轴、壳轴承位磨损超差 轻度磨损:电刷镀快速镍10 蒸球机 钢、铁 各轴、孔轴承位磨损超差 轻度磨损:电刷镀快速镍严重磨损:热喷涂镍基粉11 刀棍切草机 钢 各配合面磨损超差 轻度磨损:电刷镀快速镍12 旋风除尘机 钢、铁 各轴承位磨损超差 轻度磨损:电刷镀快速镍严重磨损:热喷涂镍基粉13 压光机 钢 各轴承位磨损超差 轻度磨损:电刷镀快速镍14 各类电动机轴承位、端盖的尺寸修复 钢铸铁 各轴承位磨损超差 轻度磨损:电刷镀快速镍严重磨损:热喷涂镍基粉15 网笼轴
等粒子喷涂工艺在等粒子喷涂过程中,影响涂层质量的工艺参数很多,主要有:①等离子气体:气体的选择原则主要根据是可用性和经济性,N2气便宜,且离子焰热焓高,传热快,利于粉末的加热和熔化,但对于易发生氮化反应的粉末或基体则不可采用。Ar气电离电位较低,等离子弧稳定且易于引燃,弧焰较短,适于小件或薄件的喷涂,此外Ar气还有很好的保护作用,但Ar气的热焓低,价格昂贵。气体流量大小直接影响等离子焰流的热焓和流速,从而影响喷涂效率,涂层气孔率和结合力等。流量过高,则气体会从等离子射流中带走有用的热,并使喷涂粒子的速度升高,减少了喷涂粒子在等离子火焰中的“滞留”时间,导致粒子达不到变形所必要的半熔化或塑性状态,结果是涂层粘接强度、密度和硬度都较差,沉积速率也会显著降低;相反,则会使电弧电压值不适当,并大大降低喷射粒子的速度。极端情况下,会引起喷涂材料过热,造成喷涂材料过度熔化或汽化,引起熔融的粉末粒子在喷嘴或粉末喷口聚集,然后以较大球状沉积到涂层中,形成大的空穴。②电弧的功率:电弧功率太高,电弧温度升高,更多的气体将转变成为等离子体,在大功率、低工作气体流量的情况下,几乎全部工作气体都转变为活性等粒子流,等粒子火焰温度也很高,这可能使一些喷涂材料气化并引起涂层成分改变,喷涂材料的蒸汽在基体与涂层之间或涂层的叠层之间凝聚引起粘接不良。此外还可能使喷嘴和电极烧蚀。而电弧功率太低,则得到部分离子气体和温度较低的等离子火焰,又会引起粒子加热不足,涂层的粘结强度,硬度和沉积效率较低。③供粉:供粉速度必须与输入功率相适应,过大,会出现生粉(未熔化),导致喷涂效率降低;过低,粉末氧化严重,并造成基体过热。送料位置也会影响涂层结构和喷涂效率,一般来说,粉末必须送至焰心才能使粉末获得 的加热和 的速度。④喷涂距离和喷涂角:喷枪到工件的距离影响喷涂粒子和基体撞击时的速度和温度,涂层的特征和喷涂材料对喷涂距离很敏感。喷涂距离过大,粉粒的温度和速度均将下降,结合力、气孔、喷涂效率都会明显下降;过小,会使基体温升过高,基体和涂层氧化,影响涂层的结合。在机体温升允许的情况下,喷距适当小些为好。喷涂角:指的是焰流轴线与被喷涂工件表面之间的角度。该角小于45度时,由于“阴影效应”的影响,涂层结构会恶化形成空穴,导致涂层疏松。⑤喷枪与工件的相对运动速度:喷枪的移动速度应保证涂层平坦,不出线喷涂脊背的痕迹。也就是说,每个行程的宽度之间应充分搭叠,在满足上述要求前提下,喷涂操作时,一般采用较高的喷枪移动速度,这样可防止产生局部热点和表面氧化。⑥基体温度控制:较理想的喷涂工件是在喷涂前把工件预热到喷涂过程要达到的温度,然后在喷涂过程中对工件采用喷气冷却的措施,使其保持原来的温度。在等离子喷涂的基础上又发展了几种新的等离子喷涂技术
热喷涂施工队联系16510970444_宏合集团,固定电话:13780722348,移动电话:06358655311,联系人:张经理,QQ:594476388,开发区 发货到 福建省厦门市。







