
以下是:新款圆管厂家的产品参数新款圆管厂家,万泽锦达机械制造有限公司为您提供新款圆管厂家,联系人:李金友万泽锦达,电话:13835146197、13835146197,QQ:394893978,请联系万泽锦达机械制造有限公司,发货地:小店区208国道东蒲村东蒲路1号发货到山东省 淄博市 淄川区、张店区、博山区、临淄区、周村区、桓台县、高青县、沂源县。 山东省,淄博市,淄川区 淄川区有蒲松龄故居、马鞍山抗日遗址为省级重点文物保护单位,太河惨案发生地、清“大汉德主”旧址为市级文物保护单位。名胜古迹还有苏相墓、杨寨塔、聊斋园、淄川游乐园等。
准备好领略新款圆管厂家产品的风采了吗?我们的视频将带您领略产品的每一个细节,从外观到内在,从功能到性能,让您了解它的独特之处。以下是:新款圆管厂家的图文介绍
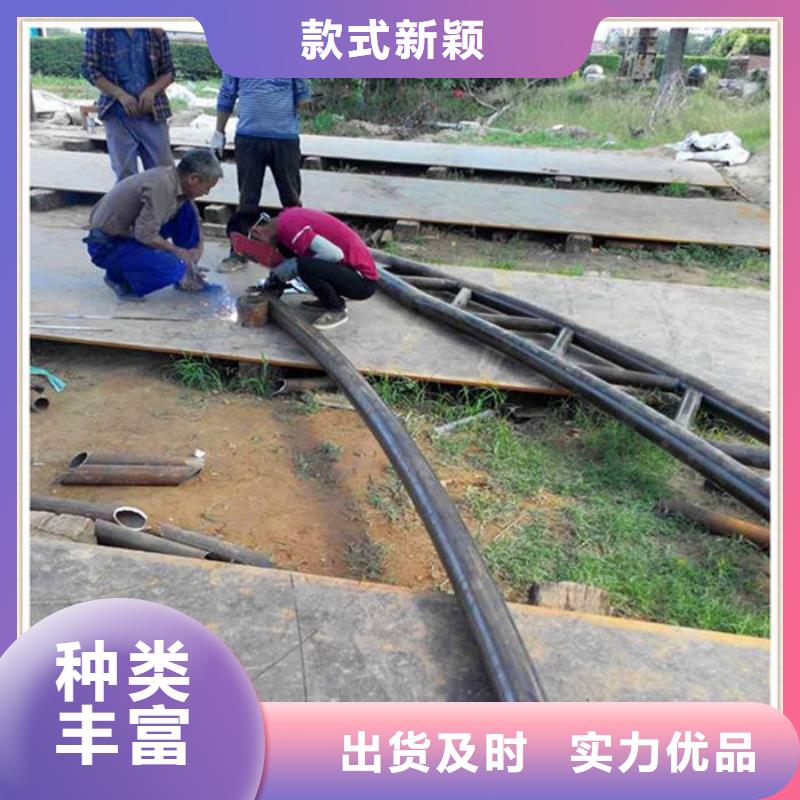
圆管弯管机操作方法产品介绍:
弯管机主要用于对管材、型钢等钢材的冷弯作业!主要适用的钢材有:圆管、方管、异型管,适用的材料有:不锈钢、铝型材等。本机主要可以用于对这些钢材的卷圆、弯弧的加工,同时,我们的设备按照工作原理可以分为:机械式、液压式、数控等类型!
圆管弯管机模具卷圆机简介
我公司该设备采用设计的减速箱传动,弯圆过程中配合压条性定形卷圆弯制设备的电路控制。
其结构具有体积小、能耗低、无噪音、安装使用方便、操作简单、承载能量卷圆速度快、产品质量可靠等优点。液压卷圆机是机械式卷圆机的产品能加大了卷圆的厚度和宽度、能够完成机械式卷圆无法卷动厚板的缺点、代替了原有钢板下料、对接、校正、车床加工等复杂工艺并节省了氧气、乙炔、劳动力、原材料等、是制造法兰的母体。
热弯和冷弯两者区别一般来讲,冷弯就是用冷弯机弯的,不加热;而热弯需要加热,所以其中就只有一个区别:冷弯有应力热弯没有。
关于圆管弯弧机模具
弯管机对模具的制作有讲究,对出厂的弯管机模具会进行热处理工艺,模具硬度,增加耐磨性。
卷圆机设备的模具制作,均采用模具45号钢制成,这是一种具是真空脱炼钢,内质纯净,机械加工性良好,切削明显提高,淬透性良好,空冷淬硬不易出现淬裂,耐磨性好,韧性良好的材料。我们通过热处理四把火:退火、正火、淬火、回火模具的各种性能 ,如模具的塑性、耐磨、耐腐蚀等,以利于进行各种冷加工。
淄博淄川万泽锦达机械制造有限公司致力于向客户提供满足其需求的 圆管弯弧机, 以及售后服务和解决方案,为客户创造长期价值。 以企业“重信用,守合同,保证质量”为核心宗旨目标;并与多家 圆管弯弧机品牌商建立了长期稳定的关系;不断升级、创新;不断公司的技术平台实力来满足日益增长的市场需求,以便更优的带动公司内部运营效率,为企业提供服务。
圆管弯管机模具卷圆机简介
我公司该设备采用设计的减速箱传动,弯圆过程中配合压条性定形卷圆弯制设备的电路控制。
其结构具有体积小、能耗低、无噪音、安装使用方便、操作简单、承载能量卷圆速度快、产品质量可靠等优点。液压卷圆机是机械式卷圆机的产品能加大了卷圆的厚度和宽度、能够完成机械式卷圆无法卷动厚板的缺点、代替了原有钢板下料、对接、校正、车床加工等复杂工艺并节省了氧气、乙炔、劳动力、原材料等、是制造法兰的母体。
热弯和冷弯两者区别一般来讲,冷弯就是用冷弯机弯的,不加热;而热弯需要加热,所以其中就只有一个区别:冷弯有应力热弯没有。
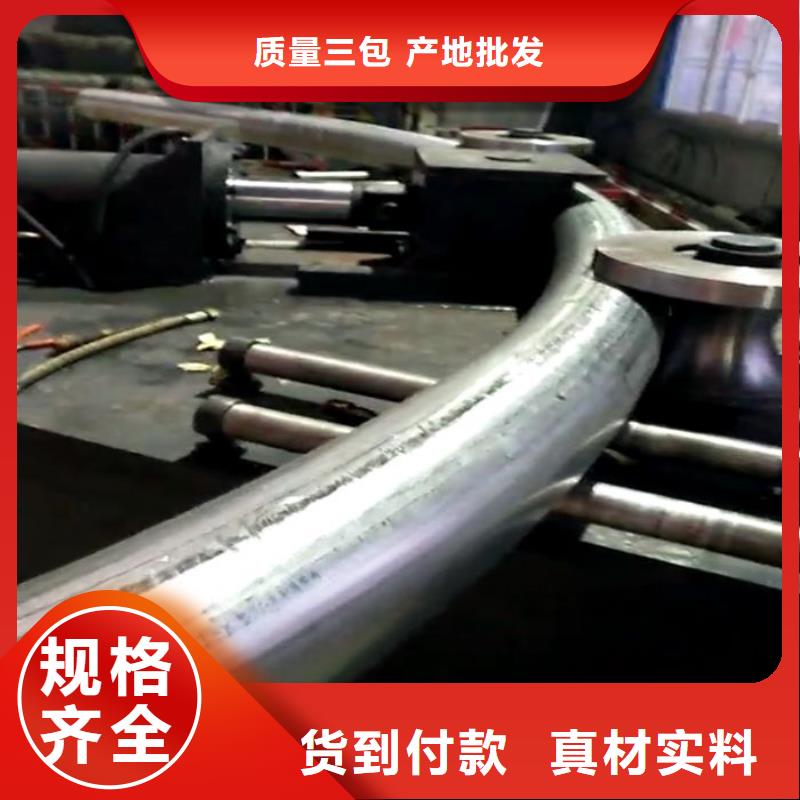
适用范围及特点:
对铁管、圆管、方管、扁管进行加工弯曲,主要用在电力施工、铁路、公路建设、桥梁、船舶家具装潢等方面的铺设和修造。具有功能多、结构合理、操作简单等优点。
冷弯型钢是指用钢板或带钢在常温状态下弯曲成的各种断面形状的成品钢材。 冷弯型钢是一种经济的截面轻型薄壁钢材,也称为钢制冷弯型材或冷弯型材。 冷弯型钢是制作轻型钢结构的主要材料。它具有热轧所不能生产的各种薄、形状合理而复杂的截面。与热轧型钢相比较,在相同截面面积的情况下,回转半径可增大50~60%,截面惯性矩可增大0.5~3.0倍,因而能较合理地利用材料强度;与普通钢结构(即由传统的工字钢、槽钢、角钢和钢板制作的钢结构)相比较,可节约钢材30~50%左右。冷弯型钢的重要是:它是经济断面钢材,可以生产出各种复杂的断面,它主要是通过改变型钢断面形状来提高型钢强度的。
大型圆管弯管机产品讲解
随着技术的不断发展,弯管机的形式日趋多样化,弯管性能也在大幅度地提高。微型计算机、单片机、可编程控制器、交流伺服系统以及新型液压元器件和液压技术的应用,使弯管机的功能更趋完善。而数控弯管机将是现代弯管生产的主要设备。
大型弯管机的几个技术热点:
1.管型规整化:设计和排管时要避免过大的圆弧、任意曲线、复合弯以及大于180°的圆弧。过大的圆弧不但使机械笨重,而且受弯管机机床尺寸的限制;任意曲线、复合弯设计造型很不合理,妨碍了机械化、自动化生产,使操作者不好摆脱笨重的体力劳动:大于180°的圆弧使弯管机无法卸模。
2.弯曲半径标准化:弯曲半径要尽量实现“一管一模”和“两管一模”。对于一根管子来说,弯曲角度如何,其弯曲半径只能有一个,因为弯管机在弯曲过程中不更换模块,这就是“一管一模”。而“多管一模”就是相邻直径规格的管子应尽量采用同一套模具,也就是使用同一套模具弯曲两种相邻型号的圆管,这样才有利于减少模具的数量,减少了成本。
3.适当的弯曲半径值:圆管弯曲半径的大小,决定了圆管在弯曲成型时所受阻力的大小。一般来说,管径大弯曲半径小,弯曲时容易出现内皱和打滑现象,弯曲质量很难,所以一般选用弯管模的r值为管子直径的2、3倍为好。
4.适中的弯曲成型速度:弯曲成型速度对成型质量的主要影响为:速度太快,容易造成圆管弯曲部分的扁平,圆度打不到要求,造成圆管的拉裂、拉断:速度太慢,容易造成圆管的起皱和压紧块打滑,大管径的管子易形成圆管弯曲部分的下陷。针对这两台数控弯管机上大量的试验,将圆管的弯曲速度定为机器弯曲速度的20%-40%为宜。
选购新款圆管厂家来淄博市淄川区找万泽锦达机械制造有限公司,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:李金友万泽锦达-13835146197,{QQ:394893978},地址:[小店区208国道东蒲村东蒲路1号]。












