

以下是:40CrNiMo8A无缝钢管厂家的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 1 产地 山东 规格 齐全 材质 齐全 是否加工定制 是 40CrNiMo8A无缝钢管厂家,开安管业有限公司为您提供40CrNiMo8A无缝钢管厂家,联系人:夏志明,电话:888-0628、13562007212,QQ:810507637,请联系开安管业有限公司,发货地:东昌府区凤凰工业园百亿钢管物流园A区28号发货到广东省 珠海市 香洲区、斗门区、金湾区。 广东省,珠海市 珠海,广东省地级市、省域副中心城市,Ⅱ型大城市,地处北纬21°48'~22°27’、东经113°03'~114°19’,位于广东省南部,珠江出海口西岸,濒临南海,陆地面积1725平方千米,领海基线以内海域面积9348平方千米。下辖香洲区、斗门区、金湾区3个行政区。截至2022年末,珠海市常住人口247.72万人,常住人口城镇化率90.76%。
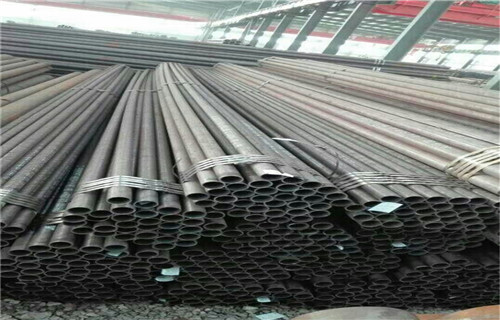
走进真实的场景,感受产品的独特魅力!我们的40CrNiMo8A无缝钢管厂家视频将带您深入了解产品的每一个细节,让您对其优点和特点一目了然。以下是:40CrNiMo8A无缝钢管厂家的图文介绍
z u i近几年随着效益的增长,公司规模日益增大, 球墨铸铁管产品成功销往天津、辽宁、江苏、上海、浙江、福建、河南、山东、陕西、山西、广东、广西等全国30多个省市,广东珠海开安管业有限公司愿以优良的产品,优质的服务,让您用优惠的价格、快捷的方式买到放心的产品,与国内外新老客户共创辉煌!
45#无缝钢管属钢材中的一种材质。属优质碳素结构钢。大量的模具生产公司会用到,做模具钢使用。45是指此种材质中碳的含量,大概在450左右。此种材质,相对于其他的优碳钢,也较普遍。
45#无缝钢管,平均含碳量为0.42-0.50%,平均含硅量为0.17-0.37%,平均含锰量为0.50-0.80%,平均含硫量<=0.035%,平均含磷量<=0.035%,平均含铬量<=0.25%,平均含镍量<=0.2545钢含碳0.45%左右.
45#无缝管主要用于制造齿轮、齿条、链轮、轴、键、销、蒸汽透平机的叶轮、压缩机泵的零件。%,
热处理温度:正火850,淬火840,回火600. 45号钢为 优质碳素结构用钢 ,硬度不高易切削加工,模具中常用来做模板,梢子,导柱等,但须热处理 。
1. 45号钢淬火后没有回火之前,硬度大于HRC55(高可达HRC62)为合格。实际应用的高硬度为HRC55(高频淬火HRC58)。
2. 45#无缝钢管不要采用渗碳淬火的热处理工艺。调质处理后零件具有良好的综合机械性能,广泛应用于各种重要的结构零件,特别是那些在交变负荷下工作的连杆、螺栓、齿轮及轴类等。但表面硬度较低,不耐磨。可用调质+表面淬火提高零件表面硬度。
渗碳处理一般用于表面耐磨、芯部耐冲击的重载零件,其耐磨性比调质+表面淬火高。其表面含碳量0.8--1.2%,芯部一般在0.1--0.25%(特殊情况下采用0.35%)。经热处理后,45#无缝钢管表面可以获得很高的硬度(HRC58--62),芯部硬度低,耐冲击。
如果用45#无缝管渗碳,淬火后芯部会出现硬脆的马氏体,失去渗碳处理的优点。现在采用渗碳工艺的材料,含碳量都不高,到0.30%芯部强度已经可以达到很高,应用上不多见。0.35%从来没见过实例,只在教科书里有介绍。可以采用调质+高频表面淬火的工艺,耐磨性较渗碳略差。
GB/T699-1999标准规定的45钢热处理制度为850℃正火、840℃淬火、600℃回火,达到的性能为屈服强度≥355MPa ,GB/T699-1999标准规定45钢抗拉强度为600MPa,屈服强度为355MPa,伸长率为16%,断面收缩率为40%,冲击功为39J。
三、冷挤压技术的发展
冷挤压技术发展的初期是非常缓慢的,长期以来只对几种软金属(铅和锡)进行挤压。直到19纪末20世纪初,才开始挤压较硬的有色金属(锌、铝、紫铜、黄铜等)至于钢的挤压,由于冷挤压时需要很大的压力,在当时不能解决挤压钢用的模具材料、合适的润滑剂与大吨位的压力机等问题,长时间一直认为挤压钢是十分困难甚至是不可能的。
1906年,英国人科斯利特(T.W.coslett)发现用磷酸盐处理钢件制品是一种较理想的防锈方法,但工序繁多,而经济效益又差,故未被广泛采用。不过,这种防锈法的出现却极大地激发了人们去研究更简单而有效的新方法的积极性。到后来,用自动连续装置对钢毛坯进行磷酸锌防锈处理只需要两分钟。经磷酸锌处理过的毛坯表面附有脂肪润滑剂或钠皂薄膜,且这层薄膜不易脱落,挤压这种毛坯时,压力较小。这个发现使人们找到了一种理想的钢毛坯表面处理法一磷化皂化法。
磷化皂化处理钢毛坯表面方法的出现使钢的挤压成为可能。1934年,德国人采用磷化皂化法成功地冷挤出钢管。二次世界大战期间,德国人需要大量弹壳,当时黄铜又供应不足,于是德国人秘密试验用冷挤压生产钢弹壳、后来,采用合金工具钢作模具材料,用冷挤压成功地挤出大批量钢弹壳类零件。
第二次世界大战以后,美国人窃取了德国人关于钢的冷挤压的全部资料,开始在美国用冷挤压秘密生产军火,开办了很多生产钢弹壳和弹体的军工厂。
钢的冷挤压于1947年才正式用于民用工业。
美国于1949年发表了各种钢材冷挤压后机械性能的实验数据。德国于1950年、1953年先后公布了钢的冷挤压的基本技术数据及冷挤压力和挤压功的实验结果。
1957年,日本引进了专用冷挤压机,开始在精密仪器和仪表中采用冷挤压技术。日本见这种新技术经济效益显著,很快把这种技术用于制造汽车和电气制件。现已成为遍及各个工业部门的重要加工手段。
在我国,建国前的冷挤压加工是十分落后的,当时,仅有少数工厂用铅、锡等有色金属挤压牙膏管或线材、管材一类产品。
建国后,冷挤压技术得到了发展。50十年代开始了铝、铜及其合金的冷挤压;60年代黑色金属冷挤压已应用于生产。十年浩劫,极大地影响了冷挤压技术的发展。1978年以后,在“独立自主,自力更生”的伟大方针指引下,冷挤压技术得到了迅速发展。近几年来,随着改革开放政策的进展,随着工业生产及科学技术的蓬勃发展,冷挤压技术也得到了迅猛发展。
70年代末,国内不少高等学校、研究所和工厂开展了冷挤压技术的实验研究,发表了大量的有价值的论文,初步形成了一支研究和应用冷挤压技术的队伍。
目前,我国已能对铅、锡,铝、铜、锌及其合金、低碳钢、中碳钢、工具钢、低合金钢与不锈钢等金属进行冷挤压,甚至对轴承钢、高碳高铝合金工具钢、高速钢等也可以进行一定变形量的冷挤压。制造的冷挤压件是各种各样的,重可达30公斤,轻只有1克。在模具材料使用方面,除了用高速钢、轴承钢、高碳高铬合金工具钢外,还采用了不少新型模具钢如CG2、65Nb、LD等。在挤压工艺参数选择和模具结构设计方面,初步采用了优化设计及计算机辅助设计与制造(即CAD/CAM),使模具结构更合理、挤压工艺参数更接近于实际。在挤压设备方面,我国已具备设计和制造各级吨位挤压压力机的能力。除采用通用机械压力机、液压机、冷挤压力机外,还成功地采用摩擦压力机与高速高能设备进行冷挤压生产。
科学的发展,对冷挤压技术产生了重大影响,具体地说就是计算机在工艺分析、模具设计、制造及工艺过程控制中的应用对冷挤压技术产生的影响。我国将进一步发展应用这门新技术。发展冷挤压技术主要应从以下几方面着手:
1.扩大冷挤压技术的应用范围,在一定范围内,逐步代替铸、锻、拉深及切削加工;
2.提高冷挤压制件的精度和表面质量,生产出几何形状更复杂的制件;
3.扩大冷挤压用的原材料种类,研究更理想的表面处理与润滑方法;
4.进一步使用CAD/CAM和优化设计,提高和加快模具设计与制造,研制出更合理的模具结构;
5.寻找更适合于冷挤压用的模具材料及其热处理方法,以延长模具的使用寿命;
6.进一步发展温热挤压、等温挤压、静液挤压及高速挤压等新工艺技术的研究和应用;
7.研制适合于冷挤压的多功能的冷挤压机,使毛坯和制件能自动地进料与出件,以便进一步提高生产率
在广东省珠海市采买40CrNiMo8A无缝钢管厂家到开安管业有限公司,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:夏志明-13562007212,QQ:810507637,地址:《东昌府区凤凰工业园百亿钢管物流园A区28号》。









