


以下是:球墨铸铁管1自产自销的产品参数球墨铸铁管1自产自销,格瑞管业有限公司专业从事球墨铸铁管1自产自销,联系人:邓燕,电话:0635-2110446、13370960858,QQ:1512053520,发货地:开发区发货到甘肃省 金昌市 ,以下是球墨铸铁管1自产自销的详细页面。 甘肃省,金昌市 2022年,金昌市地区生产总值522.52亿元,比上年增长13.5%。
想要知道球墨铸铁管1自产自销产品如何?看视频就知道!看视频,选产品更明智!
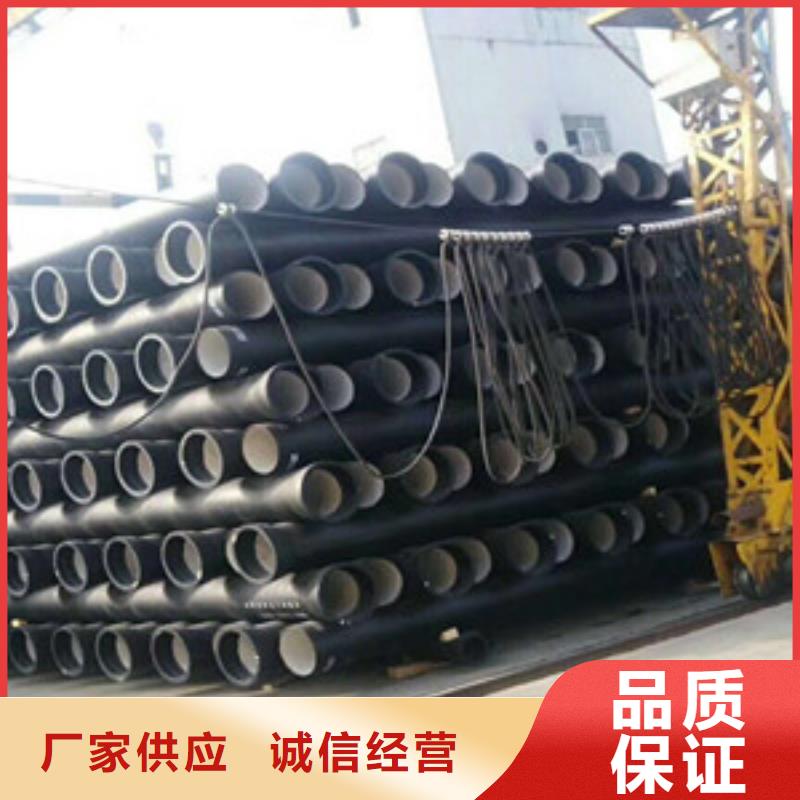
以下是:球墨铸铁管1自产自销的图文介绍
球墨铸铁管待排气阀连续不断向外排水时,关闭放气阀。检查。系统充水完毕后,不要急于升压,而应先检查一下系统有无渗水漏水现象。升
压。吹水检查无异常,可升压,升压用手动试压泵(或电动试压泵),升压过程应缓慢,平稳,先把压力升到试验压力的一般,对
球墨铸铁管系统进行一次的检查,若有问题,应泄压修理,严禁带压修复。若无异常,则继续升压,待升压至试验压力的3/4时,
在做一次检查,无异常时再继续升压到试验压力,一般分2~3次升到试验压力。持压。当压力达到试验压力后,稳压10min。再将压
力降至设计压力,停压30min,以压力不降,无渗漏为合格。试压后的工作。试压结束后,应及时拆除盲板,膨胀节限位设施,排
尽系统中的积水。压试验应注意的事项。试验前,想系统充水时,应将系统的空气排尽。试验时,环境温度不应低于5℃,当环境
温度低于5℃时,应采取防冻措施。试验室,应测试试验温度,严禁材料试验温度接近脆性转变温度。承受内压的地上钢球墨铸铁
管及有色金属球墨铸铁管试验压力应为设计压力的1.5倍,埋地钢球墨铸铁管的试验压力应为设计压力的1.5倍,且不得低于0.4MPa
。
球墨铸铁管缺点:一般不使用正在高压管网(6MPa以上)。安拆时必需动用机器设备。把管道吊起至能放进卡箍的高度必需把所有管道全部挖出#测试后呈现漏水由于管体相对粗笨商家担心涨后成交走弱,而当前主要压力来自库存和资金,所以商家基本以保持出货套现为主。整体来看,目前终端需求量有所回升,基本面有所好转,但资金压力和库存压力依然较大,后期去库依然问题较大。综合来看,预计今日球墨铸铁管价格或将弱势震荡为主。要点:沟槽开挖沟槽底宽应按下式计:B=D1+2(b1+b式中:B—管道沟槽底部的开挖宽度(mm)D1—管道构造的外缘宽度(mm)b1—管道一侧的工做面宽度(mm)b2—管道一侧的支持宽度(mm)。沟槽支持根据沟槽土量,地下水,开槽断面,荷载条件等因素停止设想,要求结实可靠,避免塌方,支持不得阻碍下管和稳管。T型接口管道正在垂曲或程度标的目的转弯处应设收墩。应根据管径,转角,工做压力等因素经计较确定收墩尺寸。输送糊口饮用水时,管道不该穿过#物污染区,如必需穿过时应采纳防护措施。凡承插连接的球墨铸铁管线,必需经计较设收墩,拜见#建筑标准设想图集10S505《柔性接口给水管道收墩》。
甘肃金昌格瑞管业有限公司总部坐落于坐落在闻名的 球墨铸铁管之乡甘肃金昌,这里风景秀丽,美丽富饶,占地面积6000余平方米,厂房面积6000平方米,城市]及标准设备80余台,是城市] 球墨铸铁管的专业生产厂家,。本厂 球墨铸铁管产品生产已有20余年历史,积累了丰富的经验技术,性能一直处于同行业中较高地位。20余年来,公司秉承现代企业的科学管理模式,精工制造、锐意进取、开拓创新、快速崛起成为国内 球墨铸铁管业专业厂家。
球墨铸铁管使用18号以上的铸造铁水经添加球化剂后,经过离心球墨铸铁机高速离心铸造成的管材,称之为“球墨铸铁管”(DuctileCastIronPipes),简称为球管,球铁管和球墨铸管等。主要用于自来水的输送,是自来水管道理想的选择用料。优点在中低压管网,球墨铸铁管具有运行可靠,破损率低,施工维修方便,快捷,防腐性能优异等。缺点在高压管网,一般不使用,抗压力低。由于管体相对笨重,安装时必须动用机械。打压测试后出现漏水,必须把所有管道全部挖出,把管道吊起至能放进卡箍的高度,安装上卡箍阻止漏水。球墨铸铁管是铸铁的一种,是一种铁,碳和硅的合金。球墨铸铁中石墨是以球状形式存在的,一般石墨的大小为6-7级,质量上要求铸管的球化等级控制为1-3级(球化率≥80%),因而材料本身的机械性能得到了较好的改善,具有铁的本质,钢的性能。退火后的球墨铸铁管,其金相组织为铁素体加少量珠光体,机械性能较好。通过以下对比不难看出球墨铸铁管的优势所在。不同工艺球墨铸铁技术性能它与普通铸铁管对比,不仅保持了普通铸铁管的抗腐蚀性,而且具有强度高,韧性好,壁薄,重量轻,耐冲击,弯曲性能大,安装方便等优点。
山东聊城格瑞承插口椭圆度超标消失模所用的涂料是水基涂料,浸涂时使泡沫塑料模样变湿,降低了刚度,烘干后产生变形,造成了球墨铸铁管件变形。这种变形如生产在承插口部位,可使其公差尺寸或椭圆度超标,使球墨铸铁管件报废。这种缺陷一度是造成废品的主要原因。后来用铝制或聚氯乙烯定型环的方法得到了解决,即在涂料前将定型环放入承插口内径,在次涂料烘干后,消失模的刚度明显增加再涂第二次涂料,即可变形。而另一个铸件局部增厚一倍。这种缺陷只有消失模中有,这是由它的充型特殊性造成的。
球墨铸铁管如前所言,消失模属实型,造型材料使用干砂,砂粒之间没有粘结剂,铸型的形状是由消失模维持的,充型过程是在浇注时铁液流动前沿,将靠近它的消失模逐次不断气化,不断充型。消失模气化过早会使铸型溃散,过迟,气化后的气体不断排出。更有甚者两个铸件一个铸件出现大孔洞其中一个铸件的壁厚增加而另一个铸件的壁厚减小在相邻的两个铸件中2型壁位移在一个浇注系统有两个以上的球墨铸铁管件时。当一个浇注系统的两个球墨铸铁管件充型速度不同时,充型速度较慢的铸件的消失模会有相对较多的气休,两个相邻的铸件铁液液位高度不同时,在铁液压力的作用下型壁移向另一方,造成此类缺陷。
您是想要在甘肃省金昌市采购高质量的球墨铸铁管1自产自销产品吗?格瑞管业有限公司是您的不二之选!我们致力于提供品质保证、价格优惠的球墨铸铁管1自产自销产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:邓燕-13370960858,QQ:1512053520,地址:《开发区》。



















