

以下是:发货及时的铝材公司的产品参数发货及时的铝材公司,太航金属材料有限公司为您提供发货及时的铝材公司产品案例,联系人:张经理,电话:15822998827、15022772722,QQ:401927165,发货地:凤凰工业园发货到广西省 南宁市 青秀区、江南区、西乡塘区、良庆区、邕宁区、武鸣区、隆安县、马山县、上林县、宾阳县、横县。 广西壮族自治区,南宁市 南宁市,简称“邕”,古称邕州,别称绿城。广西壮族自治区辖地级市、首府、Ⅰ型大城市、二线城市、北部湾经济区、珠江—西江经济带和北部湾城市群核心城市、中国—东盟博览会举办地、“一带一路”经济带有机衔接的重要门户城市、西部陆海新通道陆港型物流枢纽、南部战区陆军驻地。截至2022年,全市下辖7个区、4个县、代管1个县级市,总面积2.21万平方千米。2022年末,南宁市常住人口889.17万人。
别再错过任何细节!花费一分钟观看发货及时的铝材公司产品视频,让您的购买决策更加明智。
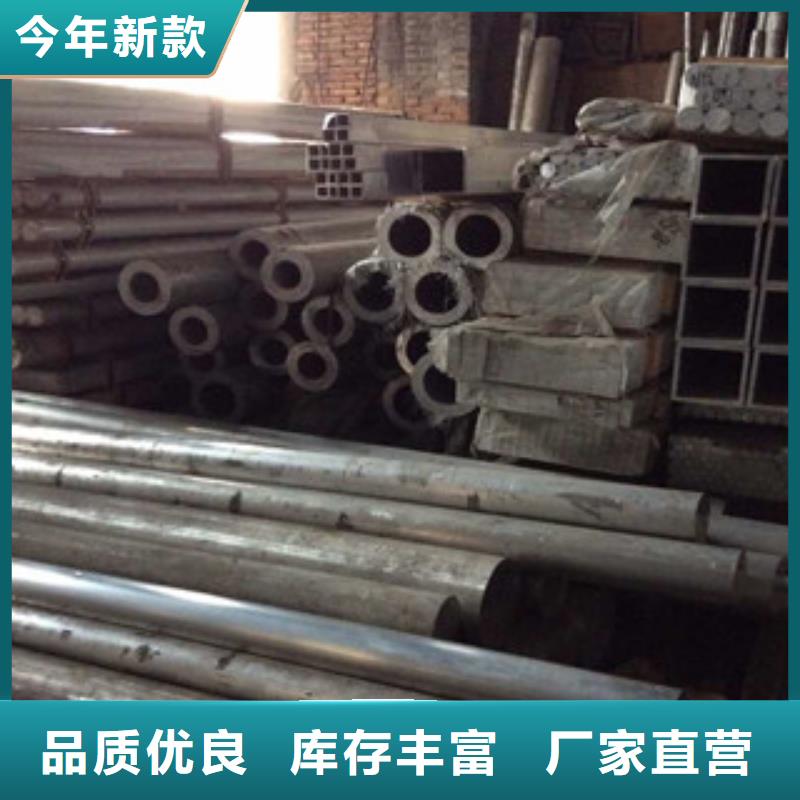
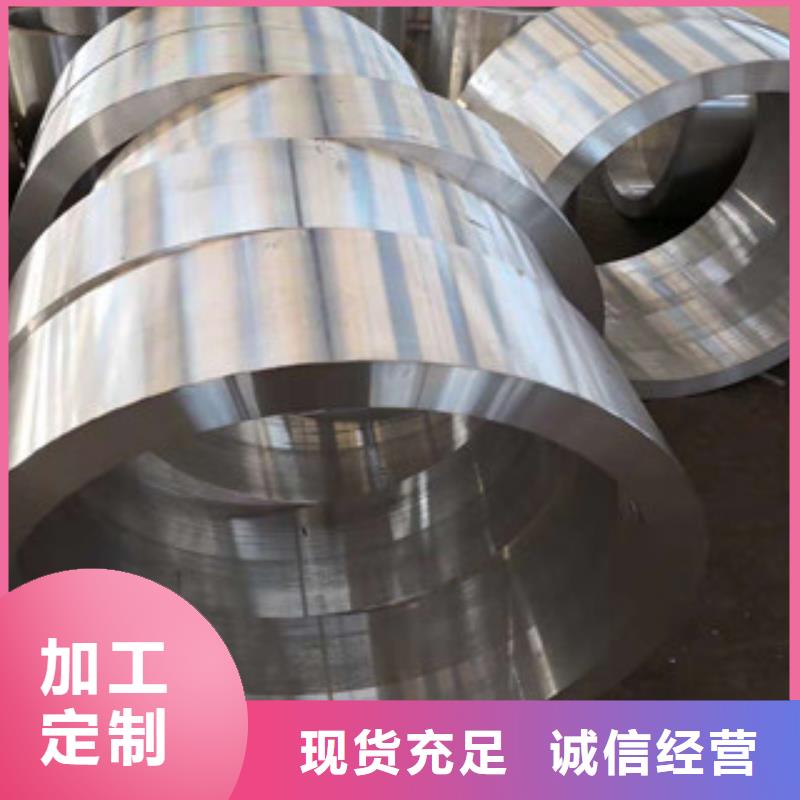
以下是:发货及时的铝材公司的图文介绍
穿孔铝管毛管壁厚不均的存在形式和严重程度。减壁量越大,荒管壁厚不均越严重,减壁量较小时,圆钢自动轧管机有减小穿孔毛管壁厚不均的作用。孔型不正确,当辊缝不平行时,会使荒管的壁厚不均加剧。改善穿孔后毛管的壁厚不均是重要环节,主要措施是管坯的加热均匀性,定心孔的精度,顶头均整带的长度和反锥的长度,顶杆与顶头在过程中与轧制线的同心度。 轧管时虽会产生严重的对称性壁厚不均,但对减轻螺旋形的壁厚不均有一定的作用。因此,轧管时应轧制两道,道次之间应将荒管翻转90°。均整过程能基本上对称性壁厚不均,但对螺旋形壁厚不均的作用甚小,因此,应均整机的能力。 方铝管铁矿石产量和进口量将有所回升,退税法规取消铝方管盈利更加确定铝方管材出口占比下降,铝方管出口退税法规取消后。但随着钢厂的经济增长,有望发展新型合金钢以便继续获取出口退税优惠增加股利,预期出口仍有望保持高位。 据统计,2015年4月出口铝方管854万吨,较上月增加833万吨集中爆发,环比增长96%小型铝方管,同比增长121%4月进口铝方管120万吨,较上月0.81万吨资源趋紧,环比0.67%同比04%4月出口新订单指数环比回落1个百分点至40因此预期5月铝方管出口量环比增速放缓。
广西南宁太航金属材料有限公司厂家成立于2019年,是一家集【铜管】研发、生产和销售于一体的高新技术型企业。厂家主要研发和生产【铜管】等配套产品,承接【铜管】开发和定制业务。
方铝管钝化管的自腐蚀电流密度比空白管显著下降2019-4-11阅读:[19]本文基于蒸发器方铝管在线钝化需求,研究一个以硅烷为主体的钝化以及相关的质量检测方法。正交试验设计得到钝化为基氧基硅烷(A-171),15ml/L;缓蚀剂A,0g/L;尿素,0g/L;乙醇,15ml/L;pH,0。 单因素实验得到工艺条件为:钝化时间为30s,钝化温度为50℃,固化温度为100℃,固化时间为120min。研究建立了钝化方铝管质量检测方法,采用盐雾试验、碱浸失重实验、析氢实验及电化学测试、点滴法对方铝管耐腐蚀性能进行检测和表征。 盐雾试验表明钝化管可从空白管的32h(中性盐雾试验)、q345e无缝方管3h(铜加速盐雾试验)到296h(中性盐雾试验)、32h(铜加速盐雾试验),碱浸失重由空白的425g/(m2·h)降低到106g/(m2·h),开始析出时间由空白的30min到100min。 电化学测试Tafel极化曲线和EIS数据拟合结果显示,方铝管钝化管的自腐蚀电流密度比空白管显著下降,达到335×10-7A/cm2,钝化管阻抗值比空白了70倍,达765×105Ω。扫描电镜图(SEM)显示钝化方铝管管表面生成一层均匀致密的钝化膜,对铝基体起到保护作用,了方铝管的耐蚀性能。
将焊接完成的预制坯送入加热炉加热,加热温度为1200℃。对预制坯实施镦粗与锻焊。将加热后的预制坯放置于锻压机操作平台上,使预制坯高度方向(Z方向)沿竖直方向。采用镦粗板沿高度方向(Z方向)对预制坯进行镦粗,压下预制坯总高度的10%。 将6061铝管箱剥离,得到毛坯。第六步,对毛坯实施高温扩散连接。将镦粗后的毛坯送回加热炉加热,加热温度为1200℃,毛坯均温后的保温时间为6小时。第七步,对毛坯实施三个方向的镦粗、拔长操作。每次镦粗变形量不小于毛坯沿镦粗方向高度的40%,镦粗后进行拔长修整外形,更换方向进行下一次镦粗。 第八步,将毛坯锻造成形至终锻件尺寸。模块尺寸为1000×1500×4400mm。本发明实施例4中,连铸坯基元堆垛成多层,每层包括一个基元。图8b为本发明实施例4中,使用6061铝管将坯料四面封箱后的截面图。实施例4本实施例的目标产品为模块。 首先采用连铸方式,浇注宽度1500mm、厚度162mm的Q235连铸板坯。然后切取长度为1830mm的连铸坯基元,加工、清洗后进行封箱抽真空。后进行锻造、机加工。具体步骤如下:步,按照一定的规格裁切连铸坯。切取规格为1500×1830×162mm的Q235连铸坯15块。
发货及时的铝材公司_太航金属材料有限公司,固定电话:15022772722,移动电话:15822998827,联系人:张经理,QQ:401927165,凤凰工业园 发货到 广西省南宁市。













