以下是:#保温钢管#实力强的产品参数
保温性能好 使用年限长 1.0 #保温钢管#实力强,全通管道有限公司为您提供#保温钢管#实力强的资讯,联系人:席经理,电话:15132765283、15132765283,QQ:546016150,发货地:城南开发区蒲洼城园区发货到新疆 克拉玛依市 。 新疆维吾尔自治区,克拉玛依市 克拉玛依市(维吾尔语:قاراماي شەھىرى),别称油城、黑油山,人均GDP超过24万元,是新疆维吾尔自治区辖地级市,是重要的石油石化基地和新疆重点建设的新型工业化城市及世界石油石化产业的聚集区。截至2022年,全市下辖4个区,总面积7733平方千米,常住人口48.7万人,城镇人口48.2万人,城镇化率98.97%。
以下是我们上传的#保温钢管#实力强视频,视频介绍比图文介绍更直观一些,您可以点击观看。
以下是:#保温钢管#实力强的图文介绍
多年来,新疆克拉玛依全通管道有限公司始终坚持以精工品质 · 塑造辉煌的核心理念科学发展,并以客户至上、信誉至上为服务核心,一如既往地向客户提供高品质、高性能的 防腐钢管产品,以专业技术和贴心服务赢得广大客户的信赖与支持。建设企业,创建品牌,展望未来,新疆克拉玛依全通管道有限公司将与您迈向更辉煌的明天。
螺旋钢管焊接方式为埋弧焊;成型工艺,前摆式断续生产;机组速度,0.5--3m/min;焊接速度,0.5--3m/min。机组由开卷机、矫正机、对中装置、液压剪、铣焊机、圆盘剪、铣边机、板面清扫设备、递送机、板边预弯设备、成型机、内焊、外焊、飞边、拨出、倒渣、补焊、平头倒棱、水压检验、成品检验、除油收集组成。螺旋钢管的埋弧焊接全过程如下:螺旋钢管-埋弧焊的原理:埋弧焊是利用电弧热能进行焊接的,与手工焊条电弧焊不同的是:埋弧焊的焊丝是的,上面没有涂料,埋弧焊的确焊剂是预先铺在待焊处的,埋弧焊焊丝伸入焊剂中,电弧是在焊剂下燃烧的。焊丝与工件接触,按下启动按动钮后,焊丝与工件通电的瞬间,焊丝回抽,电弧引燃,焊接小车向前进,焊丝连续下向输送,维持电弧在焊剂层下燃烧,在电弧下方形成焊接熔池。在电弧周围,焊剂熔化形成一个空洞,。这个空洞和熔池不断前进,而熔池后方的金属凝固,形成连续的焊缝。这个过程由于是在焊剂下进行的,因此,我们用肉眼是看不到的。借助于X射线摄影可以看到。
由于螺旋钢管采用埋弧自动焊的焊接技术,除了此种的生产效率高;生产辅助时间少,节省了换焊条的时间;焊接条件干净无飞溅,节省了清理的时间;焊缝质量高。也为螺旋钢管厂的交货提供了必要的条件,使得量大的螺旋钢管生产时间得到保证,因此还是被广泛采用着。螺旋缝埋弧焊钢管是将带钢按螺旋形弯曲成形,用埋弧自动焊进行内缝和外缝的焊接制成螺旋缝钢管。
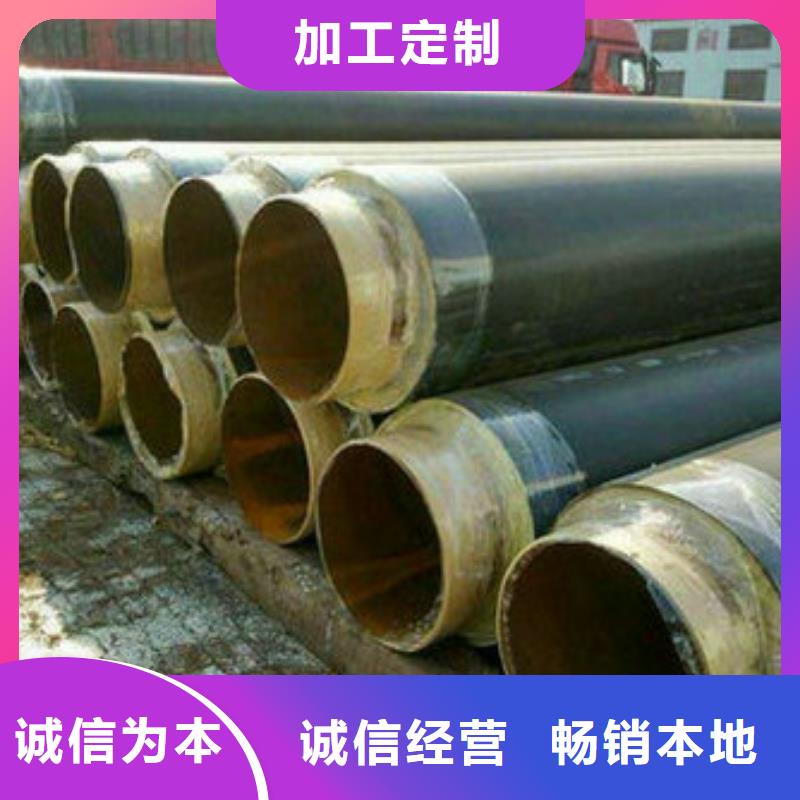
聚氨酯保温钢管的冷安装方式整体焊接管线时的管道温度等于回填时的环境温度。冷安装是*经济*快捷的一种安装方法。管路在施工同时就可以及时回填由于*限度地减少甚至完全不需设置补偿器及固定支架从而节约大量资金。由于管道的轴向应力增加了所以有时有必要对三通进行加强处理或增加埋设深度。预热安装方式回填前将管道预热到中间温度焊接管线然后进行回填。实现预应力安装使运行中的*应力减少一半。预热可根据实际情况来选择热源如电预热、蒸汽或热水预热等。聚氨酯保温管可以使用不超过15%(质量百分比)的洁净的回用料,但回用料必须是制造商自己的产品产生的。外护管性能外护管密度不应小于940kg/m3。碳黑含量的应为2.5%±0.5%(质量百分比值,碳黑应均匀分布于母材中。
熔体流动速率外护管供应方就注明外护管的熔体流动速率值,纵向回缩率试验结束时管材表面不应出现裂纹、空洞、气泡等缺陷。外护管的长期机械性能外护管的长期机械性能应满足要求。聚氨酯保温管外护管原材料性能密度和成分外护管使用高密度聚乙烯塑料制造。应使用有助于外护管生产及提高外护管性能的添加剂,如抗氧剂、紫外线稳定剂、碳黑(或由碳黑预制的色母料)等。所添加的碳黑应满足下列要求:密度1500kg/m3~2000kg/m3;甲苯萃取量:≤0.1%(质量百分比);平均颗粒尺寸:0.01μm~0.25μm。保温钢管外护管外观外护管应为黑色,聚氨酯保温管其内外表面目测不应有损失其性能的沟槽。
大口径长距离输送管道的连接使用O形圈承插连接,单根管道的两端被制成一阴、一阳的形式。短距离的地上工艺管线大多使用胶接连接。工艺管线需要大量的管件,如三通、弯头等。高性能的管系、管件使用连续纤维缠绕成形,管件的缠绕比直管和容器要复杂得多,尽管目前也开发出了多轴乃至机械手式的管件缠绕机组,因经济原因无法推广于工业管件的制造。因此缠绕管件大多是半手工完成的。
#保温钢管#实力强,全通管道有限公司专业从事#保温钢管#实力强,联系人:席经理,电话:15132765283、15132765283,QQ:546016150,发货地:城南开发区蒲洼城园区,以下是#保温钢管#实力强的详细页面。