以下是:薄壁珩磨管规格的产品参数
材质 钢管 属性 精加工 类型 绗磨管 产地 聊城 品牌 九冶 薄壁珩磨管规格,九冶管业有限公司为您提供薄壁珩磨管规格产品案例,联系人:李经理,电话:17706353138、17706353138,QQ:1958857549,发货地:丁块工业园发货到山西省 晋城市 沁水县、阳城县、陵川县、泽州县、高平县。 山西省,晋城市 晋城市,山西省辖地级市,古称建兴、泽州、泽州府。位于山西省东南部,全境居于晋城盆地,四周群山环绕,中部相对平坦,丹河与沁河纵流全市,因春秋末年迁晋静公到此而得名,总面积约9490平方千米,是山西省东南门户。截至2023年3月,晋城市下辖1个市辖区、4个县,代管1个县级市。2022年,晋城市常住人口218.93万人。
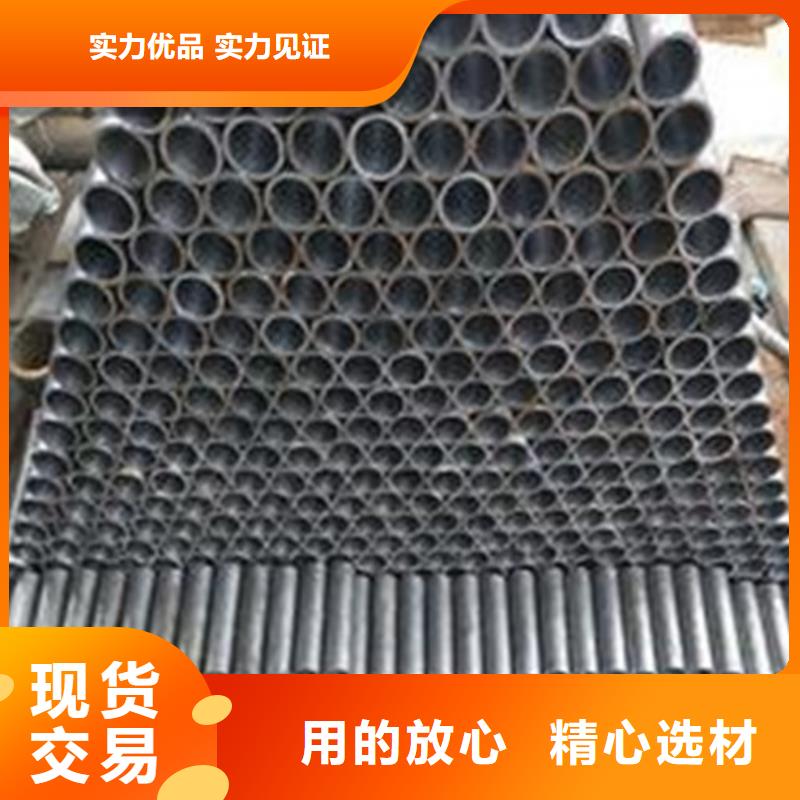
我们的现场实拍视频将带您走进薄壁珩磨管规格产品的世界,让您亲眼见证其优点和特点,为您的购买决策提供有力支持。以下是:薄壁珩磨管规格的图文介绍
所谓滚压加工是一种无切屑加工,在常温下利用金属的塑性变形,使表面的不平整度碾平,从而达到改变表面结构、机械特性、性质和尺寸的终目的。这种滚压加工技术是磨削无法做到了,同时满足光整加工和强化的要求。滚压加工的原理是利用金属在常温状态下的冷塑性特点,利用滚压工具对工件施加一定的压力,使工件表层金属产生塑性流动,从而降低工件表面的粗糙程度。由于被滚压的表层金属塑性变形,使表层组织冷硬化和晶粒变细,形成致密的纤维状,提高金属硬度和强度,改善工件表面的耐磨性、耐蚀性和配合性。绗磨管是用4~6根砂条组成的珩磨头对内孔进行光整加工。珩磨不但生产率高,并且加工精度也很高,一般尺寸精度可达IT5~IT6级,表面粗糙度可达0.8~0.1μm,并且能修正孔的几何形状偏差。
山西晋城九冶管业有限公司座落在丁块工业园,地理位置十分优越,交通方便,物流发达,能快捷方便的将产品运送至全国各地。山西晋城九冶管业有限公司是一家专业生产、销售、安装的公司。主要生产【绗磨管】。
本厂以客户至上,诚信至上的原则,与多家企业建立了长期的合作关系。
公司以超越自我,追求卓越为宗旨,坚持以用户为标准,以科技为依托,以质量求市场,以管理求效益的经营理念,不断发展壮大,竭诚为用户提供满意的服务。坚持以技术创新为先、以市场为导向、以质量为生命力,取信于客户。 严格按照国际标准品质管理体系实施质量控制,产品在市场上,享有良好的信誉,深受广大客户的青睐。我们将努力打造专业的护栏网企业。山西晋城九冶管业有限公司全体员工愿以自己的智慧、人品、产品携手商界同仁共创美好明天!
绗磨管滚压油缸管材料软,塑性大,容易被滚压光。随着塑性降低,硬度的提高,变形量随之减少。一般来说钢和铜的滚压效果较好,铸铁的效果较差。可锻铁,球墨铸铁比灰口铸铁的滚压效果要好。滚压铸铁件时,当铸件的材料硬度不均匀时,被滚压表面的缺陷(气孔、砂眼等)会马上显露出来。因此,当铸件表面缺隐较多,质量较差时不宜采用滚压工艺。
滚压油缸管过盈量的大小对表面粗糙度和几何精度的影响很大。通过试验得知,合理的滚压过盈量为0.027~0.036mm,此时得到的表面粗糙度为小。大过盈量受多种因素的影响,因此佳过盈量的确定要根据具体条件多次试验来确定。滚压工具通常有滚珠、圆柱形滚柱、圆锥形滚柱、滚轮等。但用滚珠作为变形构件可降低整个滚压工具成本。而且滚珠的精度高,硬度高,与工件接触面小,用较小的滚压力,较小的过盈量可获得较高的压强,较小的粗糙度。而且滚珠的使用寿命长,不易磨损,价格便宜,易更换。
小口径绗磨管麻点缺陷处理 在加工之前表面会有很多的麻点,这是影响小口径绗磨管质量的重要因子,要想经过绗磨后获得质量好的液压油缸管 ,就需要对这些麻点进行修复。
珩磨管主要应用于工程、冶金、塑料、矿山、筑路、纺织等行业。珩磨管的加工形式主要有冷轧、冷拔和珩磨通常有三种类型。今天小编主要给大家来介绍一下珩磨管与抛光管的区别。 珩磨管是由一种精度高的磨削加工而成,不但用于圆孔,而且用于淬硬齿面,这也是一种抛光方法。它可以作为一个组合的磨削工具,可以安装在浮动夹具,使其可以自我调节。因此,可以减少孔的形状误差,但不能减少孔的几何误差。 抛光管是使用软质的抛光轮或者是圆盘型的抛光盘,加上抛光膏,使工件经过精加工获得高表面光洁度。然而,由于在加工过程中没有刚性基准,所以不能减少几何误差。然而,相对珩磨管而言,它可以抛光不规则表面。
薄壁气缸管内表面磨损处理方法 薄壁气缸管存在较深纵向拉痕的,按照实物进行测绘,由专业生产厂俺珩磨管制造工艺重新生产进行更换,近资料显示,可运用TS311减磨修补修复珩磨管。减磨修补剂主要用于对磨损、划伤金属零件的修复。油缸珩磨管修复过程中,用合金刮刀在划伤表面剔除深度为1mm以上的沟槽,然后用丙酮清洗沟槽表面,用珩磨管内径仿形板调好的TS311减磨修补剂敷涂于打磨好的表面上,用力刮平,确保压实,并高于珩磨管内表面,待固化后,打磨并留出精加工余量。后通过研磨使珩磨管整体尺寸、行位公差、粗糙度达到要求。油缸珩磨管内表面与活塞密封是引起液压油缸内泻的主要因素,如果薄壁气缸管内产生纵向拉痕,即使更新的活塞密封,也不能有效的排除故障,薄壁气缸管内表面主要检查尺寸公差、行位公差是否满足技术要求,有无纵向拉痕,并测量拉痕深度,采取相应解决办
今年在山西省晋城市购买薄壁珩磨管规格有了新选择,九冶管业有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的薄壁珩磨管规格产品。如需购买或咨询,请随时联系我们,联系人:李经理-17706353138,QQ:1958857549,地址:丁块工业园。