


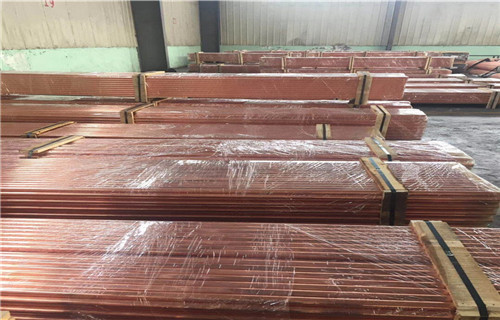
以下是:19.05*1紫铜管现货的产品参数
牌号 T2 生产厂家 山东创弘 硬度 65以上 19.05*1紫铜管现货,创弘金属制造有限公司为您提供19.05*1紫铜管现货的资讯,联系人:赵健,电话:0635-2998382、13863510800,QQ:512533080,发货地:经济技术开发区工业园发货到云南省 文山市 砚山县、西畴县、麻栗坡县、马关县、丘北县、广南县、富宁县。 云南省,文山壮族苗族自治州 文山州早在5万年前就有人类在此生息繁衍,公元前111年,汉武帝就在这里设州置郡;明、清设广南府和开化府。
简约设计,不简单内涵。观看我们的19.05*1紫铜管现货产品视频,用少的话语传达真实的产品价值。
以下是:19.05*1紫铜管现货的图文介绍
云南文山创弘金属制造有限公司位于经济技术开发区工业园。公司自成立以来,遵照可持续发展战略,依靠自身雄厚的技术力量和“诚信为本”的商业理念,运用先进的科技成果,秉承“予天空于蓝天,还 于清新”的经营宗旨,日臻完善产品的研发制造、销售服务网络。服务于环保事业。公司主要产品有: 紫铜排,公司成立至今,积累了丰富管理经验,建立了良好的社会信誉。云南文山创弘金属制造有限公司始终以卓越的技术,优越的性价比,完善的售后服务,给客户带来解决方案。
今天,在高科技的催发下,新兴的铜产业迎来了新的发展契机,焕发出夺目的光彩, 铜装饰企业在吸取千年青铜文化,溶入现代高新科技中孕育而生, 在今后的发展道路上,必将用自身独特的设计制造风格诠释与演绎着新型的文化创意铜文化。
1、氧乙炔焊紫铜氧乙炔焊时可采用丝201(或丝202)焊丝与熔剂301。焊前经400~700℃预热,焊接火焰采用中性焰和较大的火焰功率。采用较少的焊接层数,焊后锤击焊缝减小焊接应力。2、焊条电弧焊紫铜焊条电弧焊可选用铜107或铜227焊条。电源采用直流反接。焊前预热温度300~500℃,焊接时采用短弧、直线往返运条,焊后锤击焊缝,减小焊接应力。3、钨极氩弧焊紫铜钨极氩弧焊所用的焊丝及熔剂与氧乙炔焊时相同,电源采用直流正接。焊前要预热,但温度不宜过高。
在云南省文山市采买19.05*1紫铜管现货到创弘金属制造有限公司,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:赵健-13863510800,QQ:512533080,地址:《经济技术开发区工业园》。








