

以下是:金属表面热喷铝喷锌的产品参数
电弧喷锌施工 具备防腐资质 电弧喷铝 管道外壁喷铝 喷锌 闸门喷铝 锅炉内壁喷合金 桥梁热喷铝 喷锌 火焰喷铝 热喷铝施工: 139 6193 4918 (技术专工) 火焰热喷锌 电弧喷锌 喷铝 喷耐磨合金 喷铜 喷不锈钢 专业施工:153 8059 3638 (指导工程师) 金属表面热喷铝喷锌,华电高空工程有限公司为您提供金属表面热喷铝喷锌的资讯,联系人:朱雄飞,电话:13961934918、15380593638,QQ:784669153,发货地:人民路金融城发货到辽宁省 营口市 站前区、鲅鱼圈区、老边区、盖州市、大石桥市。 辽宁省,营口市 2019年7月,营口市获得“中国(区域)投资营商价值城市”称号。2020年10月,获评全国双拥模范城。2022年12月,获评中国幸福感城市。
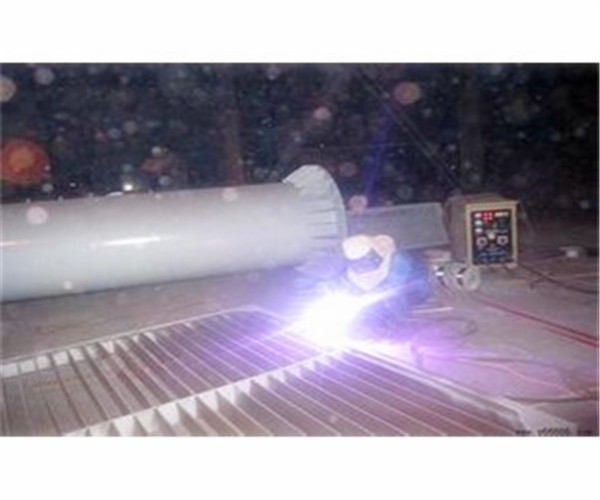
为了让您更地了解我们的金属表面热喷铝喷锌,我们精心制作了产品视频。请花1分钟时间观看,您会发现更多细节和优势。以下是:金属表面热喷铝喷锌的图文介绍
采用热喷涂电弧喷铝的方法耐腐蚀能力 1. 施工工序 工程的防腐施工在钢桁架及上、下次梁构件制作完成后进行。施工顺序:生产准备→构件表面处理→构件热喷锌→构件封闭处理→构件喷锌质量检测。其中构件表面处理、构件热喷锌是工程的主要工序。 2. 施工准备 1、做好构件交接工作、确定施工的生产组织方式、施工机具的配置(6m3/min空压机两台、储气罐两台、无污染喷砂机两台、油水分离器四个、砂罐两个、SAP-1型喷枪四把、磁性测厚仪两台等)。 2、施工之前作到三通一平。机械安装调试。现场所有的压力设备必须复检合格,方可使用。 3、按品种、规格分类堆放构件并有明显标识。堆放要减少构件的变形和锈蚀,钢桁架构件要堆放在枕木上其间距以不引起桁架变形为宜。 4、原材料必须以二检合格,具有出厂合格证及材质证明书方可使用。 3. 构件表面处理 1、 钢结构的表面处理对热喷涂涂层与基体的结合性能有很大影响。针对本工程的实际情况,钢结构表面处理采用压力式喷砂除锈法,这种施工方法即可使基体表面清洁度达到要求,也可使基体表面粗糙度达到要求。由于施工区域不同,喷砂选用不同的枪头喷射。钢桁架主梁等大面积工作区域采用150mm枪头,并配粉尘回收装置。角钢及钢桁架腹杆角钢夹缝工作区域采用12 mm枪头。 (1 ) 施工工艺:检查压力表、胶管、喷砂枪等机具正常→压缩空气进入储气罐经油,水分离器洁净→ 打开砂罐进气阀待罐内压力达到平衡→打开罐底气阀将砂粒喷射到金属基体表面。 (2)砂选用干燥、清洁、有棱角的河砂,砂的粒径为0.5~2.0mm。 (3) 喷砂施工时,施工环境相对湿度不应大于85%。构件要保持干燥。加工处理的钢材表面呈现灰白色为佳,除锈等级达到Sa3级。钢材表面粗糙度为RZ40~80 um。 (4) 除锈合格后,应在短时间内进行热喷锌处理。在晴天或不太潮湿的天气,间隔时间不得超过12小时;在雨天,潮湿天气下,间隔时间不得超过2小时。 4、 影响喷镀层的原因 钢结构表面处理好坏是影响其镀层的保护年限和保护效率的主要原因,而影响表面处理的根本原因是:压缩空气的压力、喷射角度、喷射距离。 (1) 压缩空气压力范围:压缩空气压力一般在6~7KG/cm2。因在不同的压力下,表面的电极电位值不同,所以镀层的结合强度就不同。随着空气压力的增加表面的粗糙度增加,镀层与基体之间的结合力将会上升,当空气压力增加到7KG/cm2时其镀层结合力达到高点。 (2)喷射时间:喷射时间的长短,对基体表面电极电位、粗糙度和喷涂层的结合强度有直接影响。根据实际操作可知喷射在20秒时粗糙度在40~60 um,镀层有较高的结合强度值。4.2.3喷射角度及喷射距离:喷射角度是指喷射的砂粒射流中心束和基体表面的夹角。在其它条件不变情况下,喷射角度为75℃佳。喷射距离是指喷枪嘴与工件表面的距离。在其它条件不变的情况下喷射距离在180~200mm时,无
在过去的几年合作中,辽宁营口华电高空工程有限公司由于 烟囱维修加固防腐供货及时,质量可靠,受到了各用户单位的一致好评。
未来我公司宗旨:以质量求生存,靠信誉求发展,诚信为本,创新为先,以质取胜。
喷锌涂层是国外应用早的一种阴极保护涂层,60年代以前长效防护大部分采用喷锌涂层。但是由于
(1)锌层是一种---阳极材料,因此喷锌涂层的防腐速率比喷铝涂层高,其耐蚀期与厚度成正比,要达到长效防蚀、喷锌涂层应有一定厚度;
(2)锌的密度(7.09/cm3)。比铝(2.7cm3)高2.6倍,热喷涂铁,因此喷涂相同厚度的涂层,锌的消耗量是铝的2.6倍。国外资料---,喷涂等效涂层厚度的情况下,表面热喷涂,锌比铝涂层成本贵一倍;
(3)喷锌所形成的zno粉尘对人体呼吸道有危害;
(4)喷锌时由于空气中co含量不足,不能形成稳定的znco3保护膜,而易疏松的zn(oh)2,在锌涂层上产生许多“白锈”,纸辊热喷涂,腐蚀率升高;
(5)由于工业区大气、城市大气中so2含量较高,使雨水酸度增加,也能破坏znco3膜的稳定性,南京热喷涂,使锌涂层腐蚀速率加快。
喷铝热喷涂工艺_耐磨碳化钨处理_,我们是做修复;喷涂;
热喷涂热喷涂热喷涂热喷涂,喷铝热喷涂工艺_
耐磨碳化钨处理_常州邦耐德金属制品有限公司
热喷涂是一种表面强化技术,是表面工程技术的重要组成部分,一[1] 直是我国重点推广的新技术项目.它是利用某种热源(如电弧、等离子喷涂或燃烧火焰等)将粉末状或丝状的金属或非金属材料加热到熔融或半熔融状态,然后借助焰留本身或压缩空气以一定速度喷射到预处理过的基体表面,沉积而形成具有各种功能的表面涂层的一种技术。
热喷涂原理[2] :热喷涂是指一系列过程,在这些过程中,细微而分散的金属或非金属的涂层材料,以一种熔化或半熔化状态,沉积到一种经过制备的基体表面,形成某种喷涂沉积层。涂层材料可以是粉状、带状、丝状或棒状。热喷涂枪由燃料气、电弧或等离子弧提供必需的热量,将热喷涂材料加热到塑态或熔融态,再经受压缩空气的加速,使受约束的颗粒束流冲击到基体表面上。冲击到表面的颗粒,因受冲压而变形,形成叠层薄片,粘附在经过制备的基体表面,随之冷却并不断堆积,**终形成一种层状的涂层。该涂层因涂层材料的不同可实现耐高温腐蚀、抗磨损、隔热、抗电磁波等功能。
钢结构喷锌喷铝、钢箱梁桥喷锌喷铝、钢电视铁塔喷锌喷铝、大楼天线喷锌喷铝、送变电站机架喷锌喷铝、电力塔架喷锌喷铝、风电设备喷锌喷铝、石化储罐喷锌喷铝、
钢结构喷铝喷锌防腐的技术优势
电弧喷涂同火焰喷涂相比,由于采用了电能代替气体燃烧,大大提高了工作效率和工作性,特别是电弧喷涂机械化设备的出现,电弧喷涂技术已完全可以满足桥梁建设工期的需要,且电弧温度远高于火焰,涂层结合力也远大于火焰喷涂,因此涂层质量也完全可以满足长效防腐的需要。美国由于人工费用高,使用电弧喷涂防腐施工的费用甚至低于重防腐油漆。经过几十年的考验证明,喷涂技术是钢铁结构长效防腐的好方法,这个结论已经得到世界许多的政府部门和工程界的认可。
选购金属表面热喷铝喷锌来辽宁省营口市找华电高空工程有限公司,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:朱雄飞-15380593638,{QQ:784669153},地址:[人民路金融城]。
















