

以下是:热喷锌桥梁钢结构的产品参数
电弧喷锌施工 具备防腐资质 电弧喷铝 管道外壁喷铝 喷锌 闸门喷铝 锅炉内壁喷合金 桥梁热喷铝 喷锌 火焰喷铝 热喷铝施工: 139 6193 4918 (技术专工) 火焰热喷锌 电弧喷锌 喷铝 喷耐磨合金 喷铜 喷不锈钢 专业施工:153 8059 3638 (指导工程师) 在江苏省南通市采购热喷锌桥梁钢结构请认准华电高空工程有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:朱雄飞-15380593638,QQ:784669153,地址:人民路金融城发货到江苏省 南通市 崇川区、港闸区、海安市、如东县、启东市、如皋市、海门区)。 江苏省,南通市 南通市,简称“通”,古称通州,别称静海、崇州、崇川、紫琅,江苏省辖地级市,长江三角洲中心城市,二线城市,是国务院确定的中国长三角经济中心和现代化港口城市。截至2022年末,南通市辖3个市辖区、1个县,代管3个县级市,陆域面积8001平方千米,常住人口774.35万人。
我们为您呈现了一部精彩绝伦的热喷锌桥梁钢结构产品视频,让您感受产品的独特之处。以下是:热喷锌桥梁钢结构的图文介绍
电弧喷涂热喷锌热喷铝防腐公司钢结构喷锌喷铝、钢箱梁桥喷锌喷铝、钢电视铁塔喷锌喷铝、站机架喷锌喷铝 热喷涂技术是一种广泛适用于材料表面强化、表面防护、表面修复和表面装饰的应用技术,它可在各种固体工程材料表面,喷涂各种金属及合金、工程陶瓷、工程塑料以及由以上材料形成的复合材料,并能形成牢固的结合层,从而使制品表面获得耐磨、耐蚀、耐高温、抗氧化、隔热、导热、绝缘、导电、辐射、防辐射、低磨擦、防咬合、密封、增大化学反应有效面积等等特殊性能。机械零件在运行过程中,因磨损、腐蚀、或在加工过程中超差,均可采用热喷涂技术予以修复。运用热喷涂技术可达到提高制品适用寿命、节省贵重材料、节约能源、修旧利废以及装饰美化等目的。热喷涂技术还可用于模具制造。目前,热喷涂技术已广泛应用到航天、航空、机械、电力、石油、化工、冶金、矿山、机车、船舶、铁路、公路、制糖、制药、造纸、印刷、纺织等几乎国民经济的各个方面,还可用于工艺美术、文物保护、建筑防腐与装饰等等方面。 吴江市电弧喷涂热喷锌热喷铝防腐公司适用范围: 市政 各类钢结构的热喷涂长效防护涂层、防腐、长效防腐,一次防护寿命可达 30 年以上 造纸机械 蒸锅、烘缸、烘箱内壁增寿强化修复;各种辊类表面强化和修复;离心泵、轴流泵、蒸汽锅炉、阀门及搅拌机转轴密封套等零部件修复;瓦楞辊表面强化(经强化处理后,瓦楞辊表面硬度可提高至 HV1200 ,瓦楞辊的工作寿命可达 4000 万米以上)。
江苏南通华电高空工程有限公司是【烟囱维修加固防腐】产品专业生产加工的厂家,公司总部设在人民路金融城,江苏南通华电高空工程有限公司拥有完整、科学的质量管理体系。江苏南通华电高空工程有限公司的诚信、实力和【烟囱维修加固防腐】产品质量获得业界的认可。欢迎各界朋友莅临我厂参观、指导和业务洽谈。
电弧喷铝:铝线的产品用途:
铝线广泛应用于扎带、螺丝、锅钉、拉钉、牛仔钉、铆钉、铝钉、卫浴挂具、S挂钩、桥梁焊接、电焊、电线电缆、五金冲压、氧化、织链、项链、首饰、香肠扣、灯饰铝线、工艺品、园林园艺、衣架、导航仪支架、可调节支架、登山扣、锁匙扣、包胶铝线、彩色铝线、雕花铝线、纽纹铝线、服装辅料、铝型材氧化辅料、捆扎物品、电脑产品、电子产品、家用、装饰艺术用品等。
铝线分类:纯铝线、合金铝线、彩色铝线、雕花铝线、打钉线、螺丝线,铆钉铝线、硬线、中硬线,全软线,方线,压扁线等。
铝线规格:Φ0.65~Φ9.5mm。
铝线横截面:圆形、方形、长方形、椭圆形、不规则形状
铝线表面:铜包铝线、钢包铝线,镀镍,镀锌,镀锡,镀银,镀金等。
铝线材质分类:1系:工业纯铝;
2系:铝铜系合金,
3系:铝锰系合金,
4系:铝硅系合金,
5系:铝镁系合金,
6系:铝镁硅系合金,
7系:铝锌镁铜系合金,
8系:其他合金。
铝线密度:0.0022g/cm3。铝线计算公式:W(千克/米)=直径的平方*长度*0.0022。
铝线软硬度(软料、硬料):全软料;硬料、1/2H、H、O态、M态(软),H12(1/4硬),H14(半硬),H24(半硬),H18(硬),H26(3/4硬),H32(1/4硬)等。
铝线牌号主要有:1050、1060、1070、1080、1100、2011、2014、2017、2024(2A12、LY12)、3003、3004、5005、5050、5154、5052、5454、5056、5082、5083、5086、5183、5383、5754、6101、6201、6005、6106、6011、6016、6351、6060、6061、6063、6070、6082、6262、6463、6A02、7050、7005、7075、7475、7085、LY16(2A16)、LY6(2A06)、LY11(2A11)等。
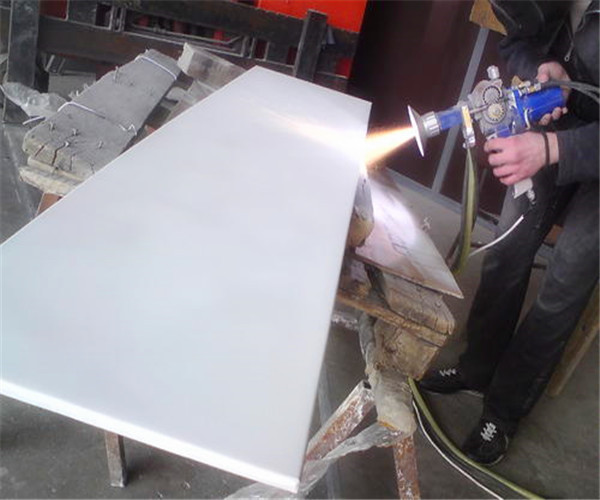
采用热喷涂电弧喷铝的方法耐腐蚀能力 1. 施工工序 工程的防腐施工在钢桁架及上、下次梁构件制作完成后进行。施工顺序:生产准备→构件表面处理→构件热喷锌→构件封闭处理→构件喷锌质量检测。其中构件表面处理、构件热喷锌是工程的主要工序。 2. 施工准备 1、做好构件交接工作、确定施工的生产组织方式、施工机具的配置(6m3/min空压机两台、储气罐两台、无污染喷砂机两台、油水分离器四个、砂罐两个、SAP-1型喷枪四把、磁性测厚仪两台等)。 2、施工之前作到三通一平。机械安装调试。现场所有的压力设备必须复检合格,方可使用。 3、按品种、规格分类堆放构件并有明显标识。堆放要减少构件的变形和锈蚀,钢桁架构件要堆放在枕木上其间距以不引起桁架变形为宜。 4、原材料必须以二检合格,具有出厂合格证及材质证明书方可使用。 3. 构件表面处理 1、 钢结构的表面处理对热喷涂涂层与基体的结合性能有很大影响。针对本工程的实际情况,钢结构表面处理采用压力式喷砂除锈法,这种施工方法即可使基体表面清洁度达到要求,也可使基体表面粗糙度达到要求。由于施工区域不同,喷砂选用不同的枪头喷射。钢桁架主梁等大面积工作区域采用150mm枪头,并配粉尘回收装置。角钢及钢桁架腹杆角钢夹缝工作区域采用12 mm枪头。 (1 ) 施工工艺:检查压力表、胶管、喷砂枪等机具正常→压缩空气进入储气罐经油,水分离器洁净→ 打开砂罐进气阀待罐内压力达到平衡→打开罐底气阀将砂粒喷射到金属基体表面。 (2)砂选用干燥、清洁、有棱角的河砂,砂的粒径为0.5~2.0mm。 (3) 喷砂施工时,施工环境相对湿度不应大于85%。构件要保持干燥。加工处理的钢材表面呈现灰白色为佳,除锈等级达到Sa3级。钢材表面粗糙度为RZ40~80 um。 (4) 除锈合格后,应在短时间内进行热喷锌处理。在晴天或不太潮湿的天气,间隔时间不得超过12小时;在雨天,潮湿天气下,间隔时间不得超过2小时。 4、 影响喷镀层的原因 钢结构表面处理好坏是影响其镀层的保护年限和保护效率的主要原因,而影响表面处理的根本原因是:压缩空气的压力、喷射角度、喷射距离。 (1) 压缩空气压力范围:压缩空气压力一般在6~7KG/cm2。因在不同的压力下,表面的电极电位值不同,所以镀层的结合强度就不同。随着空气压力的增加表面的粗糙度增加,镀层与基体之间的结合力将会上升,当空气压力增加到7KG/cm2时其镀层结合力达到高点。 (2)喷射时间:喷射时间的长短,对基体表面电极电位、粗糙度和喷涂层的结合强度有直接影响。根据实际操作可知喷射在20秒时粗糙度在40~60 um,镀层有较高的结合强度值。4.2.3喷射角度及喷射距离:喷射角度是指喷射的砂粒射流中心束和基体表面的夹角。在其它条件不变情况下,喷射角度为75℃佳。喷射距离是指喷枪嘴与工件表面的距离。在其它条件不变的情况下喷射距离在180~200mm时,无
今年在江苏省南通市购买热喷锌桥梁钢结构有了新选择,华电高空工程有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的热喷锌桥梁钢结构产品。如需购买或咨询,请随时联系我们,联系人:朱雄飞-15380593638,QQ:784669153,地址:人民路金融城。













