

以下是:双壁波纹管省心的选择的产品参数双壁波纹管省心的选择,宏盛塑胶科技有限公司为您提供双壁波纹管省心的选择,联系人:李经理,电话:18231226809、18231226809,QQ:3098278448,请联系宏盛塑胶科技有限公司,发货地:昝岗镇昝王庄村发货到山西省 晋中市 榆次区、榆社县、左权县、和顺县、昔阳县、寿阳县、太谷区、祁县、平遥县、灵石县、介休市。 山西省,晋中市 晋中市,山西省辖地级市,位于山西省中部,东依太行山,西临汾河,北与省会太原市毗邻,南与长治市、临汾市相交,东北与阳泉市相连,西南与吕梁市接壤。截至2021年12月,晋中市下辖2个市辖区、8个县,代管1个县级市,总面积16400平方千米。截至2022年末,晋中市常住人口3394472人。
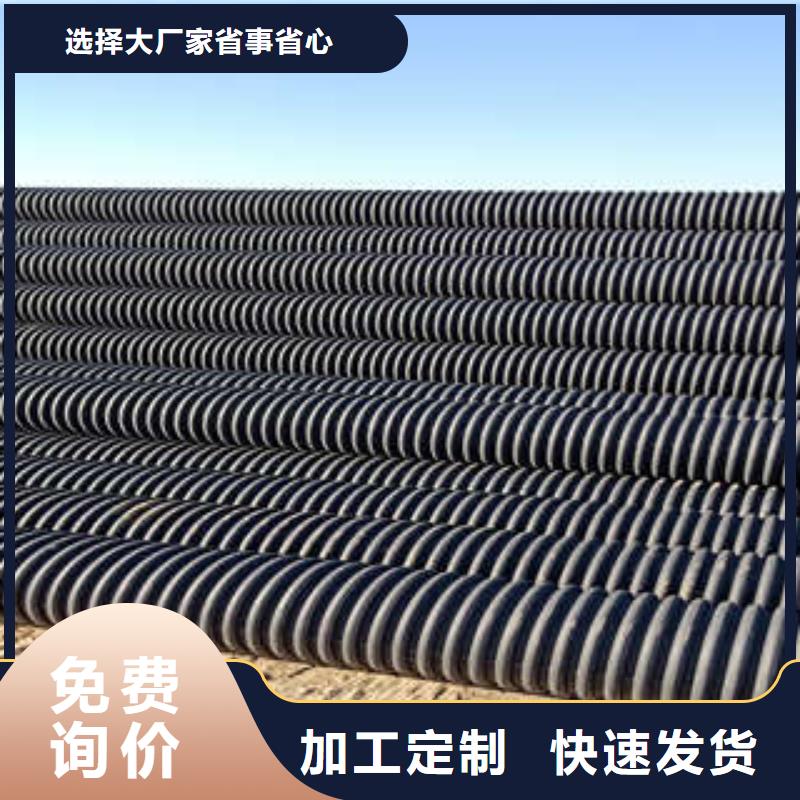
简约不浮华,不简单实用。我们的双壁波纹管省心的选择产品视频用直观的方式展现产品的实用性和价值。以下是:双壁波纹管省心的选择的图文介绍山西晋中宏盛塑胶科技有限公司位于昝岗镇昝王庄村。公司自成立以来,遵照可持续发展战略,依靠自身雄厚的技术力量和“诚信为本”的商业理念,运用先进的科技成果,秉承“予天空于蓝天,还 于清新”的经营宗旨,日臻完善产品的研发制造、销售服务网络。服务于环保事业。公司主要产品有: 给水管,公司成立至今,积累了丰富管理经验,建立了良好的社会信誉。山西晋中宏盛塑胶科技有限公司始终以卓越的技术,优越的性价比,完善的售后服务,给客户带来解决方案。
而上述几种材料中防渗氧较好的PE-Xb管材的渗氧率为3.2,PPR,PB,PE-RT,PE-Xa管材都超过6.5mg/()(管材外径22,壁厚2.0)。所以在欧洲,热水系统中(采暖、空调、地暖等)大量采用的是阻氧型塑料管道。在采暖管道领域内,美国,欧洲,澳大利亚均强制要求在地板采暖工程中应用防渗氧的塑料管材。
在欧洲,上世纪80年代初期,就注意到了全塑料冷热水管的渗氧危害性。并采取了一定的措施,如:在系统中采用耐腐蚀性材料、在水中加入防锈成分,降低塑料管道的氧渗透性等。目前,生产并应用阻氧型的复合塑料管材为主要的解决方案。
如在CJ/175-2002PE-RT标准中,明确规定了透氧率在40度的温度下应不超过0.10mg/();在2004年的地板辐射供暖技术规程(JG142-2004)中也提出了对阻氧型管材的要求;更早的2000年颁布的地板辐射采暖工程地方规程中也提及了对管材阻氧的要求。
在德国塑料管材的应用标准DIN4726中,规定了热水管在40度下,氧气渗透率不超过0.1mg/()。标准DIN4729规定了阻氧性能的检测方法。在,也越来越重视这个问题,不少暖通界的专家纷纷撰文呼吁在采暖系统中要采用带阻氧层的管道。
另外不少散热器、换热器厂家也注意到这个问题,在某些散热器厂家的说明书中,明确提出应使用阻氧型塑料管材。电熔连接电熔连接是用内埋电阻丝的电熔管件与PE管材或管件的连接部位紧密通电,PE管通过内埋的电阻丝加热连接部位,使其熔融连为一体,直至接头冷却。
加热保证有足够的熔融料,以备熔融对接时分子相互扩散。切换从加热结束到熔融对接开始这段时间为切换周期,为保证熔融对接质量,切换周期越短越好。熔融对接是焊接的关键,熔融对接过程应始终处于熔融压力之下进行。冷却由于塑料材料导热性差,冷却速度相应。
焊缝材料的收缩、结构的形成过程在长时间内以的速度进行。因此,焊缝的冷却必须在一定的压力下进行。在焊接过程中,操作人员应参照焊接工艺卡各项参数进行操作,而且在必要时,应根据天气、环境温度等变化对其进行适当。
a、将与管材规格一致的卡瓦装入机架。b、足够的支撑物,保证待焊接管材可与机架中心线处于同一高度,并能方便移动;c、设定加热板温度200~230℃。d、接通焊机电源,打开加热板、铣和油泵开关并试运行。e、核对欲焊接管材规格、压力等级是否正确,检查其表面是否有磕、碰、划伤,如伤痕深度超过管材壁厚的10%,应进行局部切除后方可使用。
f、用软纸或布蘸酒精两管端的油污或异物。g、将欲焊接的管材置于机架卡瓦内,使两端伸出的长度相当(在不影响铣削和加热的情况下尽可能短,宜保持20~30mm),管材机架以外的部分用支撑物托起,使管材轴线与机架中心线处于同一高度,然后用卡瓦紧固好。
i、取出铣,两管端,检查两端对齐情况(管材两端的错位量不能超过壁厚的10%,通过管材直线度和松紧卡瓦予以改善;管材两端面间的间隙也不能超过0.3mm(de225mm以下)、0.5mm(de225mm~400mm)、1mm(de400mm以上),如不满足要求,应再次铣削,直到满足要求。
h、置入铣,先打开铣电源开关,然后再管材两端,并加以适当的压力,直到两端有连续的切屑出现后(切屑厚度为0.5~10mm,通过调节铣片的高度可调节切屑厚度),撤掉压力,略等片刻,再退开活动架,关闭铣电源。l、加热板温度达到设定值后,放入机架,施加规定的压力,直到两边小卷边达到规定高度时,压力减小到规定值(管端两面与加热板之间刚好保持,进行吸热),时间达到后,松开活动架,迅速取出加热板,然后两。
双壁波纹管省心的选择,宏盛塑胶科技有限公司专业从事双壁波纹管省心的选择,联系人:李经理,电话:18231226809、18231226809,QQ:3098278448,发货地:昝岗镇昝王庄村,以下是双壁波纹管省心的选择的详细页面。








