

以下是:弯头管件经久耐用的产品参数
11 5 弯头管件经久耐用,中储华营金属材料有限公司为您提供弯头管件经久耐用,联系人:张经理,电话:022-26623277、15822861588,QQ:514911838,请联系中储华营金属材料有限公司,发货地:天津市北辰区双街镇开发区双江道58号发货到吉林省 四平市 梨树县、公主岭市、双辽市。 吉林省,四平市 四平市,吉林省辖地级市,别称四平街,地处吉林省西南部、松辽平原中部腹地,辽、吉、蒙三省区交界处,地势东南高,西北低,属中温带湿润季风气候区,总面积1.03万平方千米。截至2020年6月,全市共辖2个区、2个县,代管1个县级市。截至2022年底,全市总人口208.6万人。
精心打磨的产品视频已准备就绪,它将带您深入弯头管件经久耐用的魅力世界,让您重新发现产品的无限可能。以下是:弯头管件经久耐用的图文介绍
15CrMo钢系珠光体组织耐热钢,在高温下具有较高的热强性(δb≥440MPa)和抗氧化性,并具有一定的抗氢腐蚀能力。由于钢中含有较高含量的Cr、C和其它合金元素,钢材的淬硬倾向较明显,焊接性差。
针对15CrMo钢的焊接性的工作特点,根据以往的经验,参照国外提供的焊接工艺卡,我们选择了两种方案进行焊接试验。
方案Ⅰ:焊接预热,采用ER80S-B2L焊丝,TIG焊打底,E8018-B2焊条,焊条电弧焊盖面,焊后进行局部热处理。
方案Ⅱ:采用ER80S-B2L焊丝,TIG焊打底,E309Mo-16焊条,焊条填充电弧焊盖面,焊后不进行热处理。焊丝和焊条的化学成分及力学性能见表1。试验方案 拉伸试验 弯曲试验冲击韧性试验aky(J/cm2)
抗拉强度δb/Mpa 断裂部位 弯曲角度 面弯 背弯 焊缝 熔合线 热影响区(HAZ)
方案Ⅰ 550/530 母材 50。 合格 合格 84.8 162 135.6
方案Ⅱ 525/520 母材 50。 合格 合格 79.4 109.2 96.7
从拉伸试验结果可知,两种方案的拉伸试样全部断在母材,说明焊缝的抗拉强度高于母材;弯曲试验全部合格,说明焊缝的塑性较好。根据表5中的冲击韧性试验结果可知,方案Ⅰ的冲击韧性明显高于方案Ⅱ,证明方案Ⅰ的焊后热处理规范比较理想,高温回火不仅达到了改善接头组织和性能目的,而且使韧性与强度配合适当。从室温机械性能结果可知,所的两种焊接工艺方案均可用于现场施工。方案Ⅰ采用了与母材成分接近的焊条,焊缝性能同母材匹配,焊缝应具有较高的热强性,焊缝在高温下长期使用不易破坏。难点是焊后热处理规范较为严格,回火温度和保温时间及加热和冷却速度控制不当反而会引起焊缝性能下降。方案Ⅱ采用了奥氏体不锈钢焊条施焊,虽然可以省去焊后热处理,但由于焊缝与母材膨胀系数不同,长期高温工作时可发生碳的扩散迁移现象,容易导致焊缝在熔合区发生破坏。因此,从使用可靠性考虑,现场采用方案Ⅰ施焊更为稳妥。
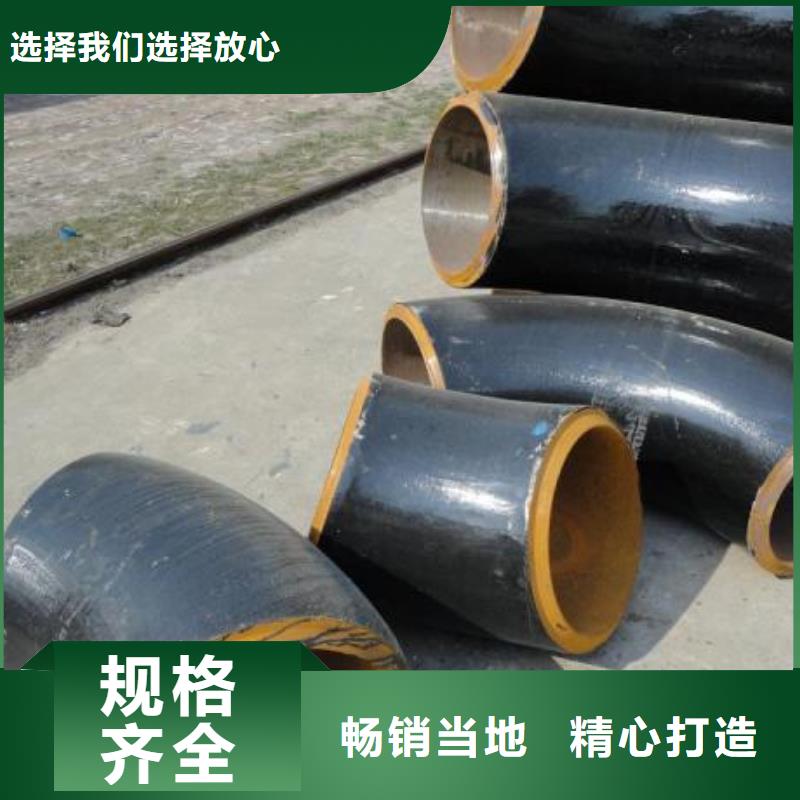
弯头首先按它的曲率半径来分,可分为长半径弯头和短半径弯头。长半径弯头指它的曲率半径等于1.5倍的管子外径,即R=1.5D。短半径弯头指它的曲率半径等于管子外径,即R=1.0D。(D为弯头直径,R为曲率半径)若按压力等级来分,大约有十七种,和美国的管子标准是相同的,有:Sch5s、Sch10s、Sch10、Sch20、Sch30、Sch40s、 STD、Sch40、Sch60、Sch80s、XS;Sch80、Sch100、Sch120、Sch140、Sch160、XXS,其中常用的是 STD和XS两种。按弯头的角度分,有45°弯头,有90°弯头和180°弯头。 碳钢弯头的基本工艺过程是:首先焊接一个横截面为多边形的多棱环壳或两端封闭的多棱扇形壳,内部冲满压力介质后,施以内压,在内压作用下横截面由多边形逐渐变成圆,终成为一个圆形环壳。根据需要,一个圆形环壳可以切割成4个90°弯头或6个60°弯头或其它规格的弯头,该工艺适用于制造弯头中径与弯头内径比大于1.5的任何规格大型弯头,是目前制造大型碳钢弯头的理想方法。 该碳钢弯头制作工艺的优点主要表现在以下几个方面: (1)不需管坯作原料,可节约制管设备及模具费用,且可得到任意大直径而壁厚相对较薄的碳钢弯头。 (2)坯料为平板或可展曲面,因而下料简单,精度容易保证,组装焊接方便。 (3)由于上述二条原因,可以缩短制造周期,生产成本大大降低。因不需要任何专用设备,尤其适合于现场加工大型碳钢弯头。
一直以来,吉林四平中储华营金属材料有限公司的 无缝钢管产品以其卓越的品质和完善的售后服务体系,为用户实现效益大化。公司 无缝钢管产品不仅在国内具有较大的市场占有率,而且已与国际很多企业建立了长期合作关系。
20#、q235a、q345b、20g、16mn、astma234等材质为原材料制作的弯头叫做碳钢弯头。在弯头生产中以及管道连接时,常需要对焊缝进行检验,以保证管道运行时可靠,以碳钢弯头为例:尤其是压制弯头、焊接弯头,压制弯头是通过钢板裁剪加热后在压制机下压成相应的半圆体后,再把两个半圆体进行焊接。所以压制弯头又叫直缝弯头,在弯头表面有两道焊缝,所以在管道运行中常会出现焊缝由于压力过大而导致焊缝崩裂。即使是推制弯头,在管道连接中也需要进行焊接。通常在弯头焊接完毕后需进行弯头的质量检测,常见的弯头质检有四种,弯头对焊接头处有必要进行查验,这也是确保焊接质量的重要措施。
碳钢弯头等管件的表面处理通常采用喷砂、抛丸、打磨、酸洗等方法进行,以产品表面的锈蚀,划痕等,使产品达到光滑的表面,满足后续加工、检验的要求。对采用抛丸进行表面处理的管件,其表面硬度会略有增加。对碳钢、合金钢管件的表面防护通常采用涂漆的方法,对不锈钢采用酸洗后钝化的方法。管件表面防护的主要目的是防腐,同时也达到产品外表美观的效果。通常,订货方对表面防护提出具体要求,制造厂按订货方的要求完成管件表面的防护。
大部分碳钢弯头加工都是通过压力加工,使被加工的碳钢 弯头产生塑性变形。根据弯头加工温度不同,分为冷加工和热加工两种。碳钢弯头的主要加工方法有:半连续轧机:包括1机架炉卷轧机及5机架精轧机.在半连续轧机上,管件在精轧道次所经历的热轧从管件的一端到另一端实质上是恒定的.在精轧机上道次间的时间通常少于3s.管件工艺特点是连铸薄板坯存在中心偏析,连铸薄板坯中心偏析是进一步提高不锈钢冲压弯头管件质量的关键技术问题..在弯头生产完成后常需要对弯头进行坡口处理,例:可以做一个90度弯板固定在主轴头上,在弯板上装两个互相垂直的v型块定位,然后压紧校正就可以了。如果是很大的还是用上面说的专用夹具比较好。如果不想这样做,可以把标准的四爪卡盘焊接加长改装一下,直接夹持在你要加工的那一端的外圆上校正就可以了,改装后的卡爪要车一刀留点让开车刀的距离。
管道发生腐蚀后,通常表现为管道的管壁变薄,出现局部的凹坑和麻点。 现在国内外使用较为广泛的管道腐蚀检测方法是漏磁通法和超声波检测法:1、超声波法:超声波检测法是利用超声波的脉冲反射原理来测量管壁腐蚀后的厚度。检测时将探头垂直向管道内壁发射超声脉冲,探头首先接收到由管壁内表面的反射脉冲,然后超声探头又会接收到来自管壁外表面的反射脉冲,这个脉冲与内表面反射脉冲之间的路程间距反映了管壁的厚度。2、漏磁通法:漏磁通法检测的基本原理是建立在铁磁材料的高磁导率这一特性之上,钢管腐蚀缺陷处的磁导率远小于钢管的磁导率,钢管在外加磁场作用下被磁化,当钢管中无缺陷时,磁力线绝大部分通过钢管,此时磁力线均匀分布;当钢管内部有缺陷时,磁力线发生弯曲,并且有一部分磁力线泄漏出钢管表面。我公司生产的弯头、弯管、异经管、三通、法兰等产品质优价廉,供货及时
本公司专业销售:国标弯头、美标弯头、日标弯头、德标弯头。
经营范围:DN15mm-800mm 压力PN0.25-250Mpa
材质: 20G、16Mn、12Cr1MoV、15CrMo(13CrMo44、A335P12/T12)、1Cr5Mo(A335P5/T5)、1Cr9Mo(A335P9/T9)、A335p11(T11)、10CrMo910(12Cr2Mo、A335P22/T22)、A335P91(T91)、A335P92(T92)、WB36(15NiCuMoNB5)、10CrMoAL、09Mn2V、20CrMoV121、35CrMo
执行标准:可以按照ANSI、JIS、DIN、GB、SHJ、 HGJ等标准,而且可以根据客户需求进行设计生产。
应用领域:广泛应用于石油、化工、核电站、食品制造、建筑、造船、造纸、医药等行业。
主要客户:中国大陆、美国、欧洲、日本、墨西哥、韩国、罗马尼亚及中东地区。
产品质量:已经通过ISO9001国际认证、压力容器制造许可、中石油入网证明、船级社等。
弯头管件经久耐用_中储华营金属材料有限公司,固定电话:15822861588,移动电话:022-26623277,联系人:张经理,QQ:514911838,天津市北辰区双街镇开发区双江道58号 发货到 吉林省四平市。












