

以下是:热卖无缝管-实体厂家的产品参数热卖无缝管-实体厂家,华凯异形钢管厂为您提供热卖无缝管-实体厂家的资讯,联系人:白经理,电话:0635-2119611、13963541199,QQ:2195085300,发货地:山东聊城开发区钢管厂发货到四川省 遂宁市 船山区、安居区、蓬溪县、射洪市、大英县。 四川省,遂宁市 遂宁市,别称斗城、遂州,四川省辖地级市,位于四川盆地中部,与重庆市、成都市呈等距三角;是成渝经济区区域性中心城市,四川省现代产业基地,以“养心”文化为特色的现代生态花园城市,总面积5322.25平方公里,截至2022年10月,辖2个市辖区、2个县,代管1个县级市。地处丘陵低山地区,气候属亚热带湿润季风气候。市政府驻船山区。2022年末,遂宁常住人口277.2万。
我们的热卖无缝管-实体厂家产品视频已经准备好,它将为您呈现产品的完美细节,让您为之惊叹不已。以下是:热卖无缝管-实体厂家的图文介绍
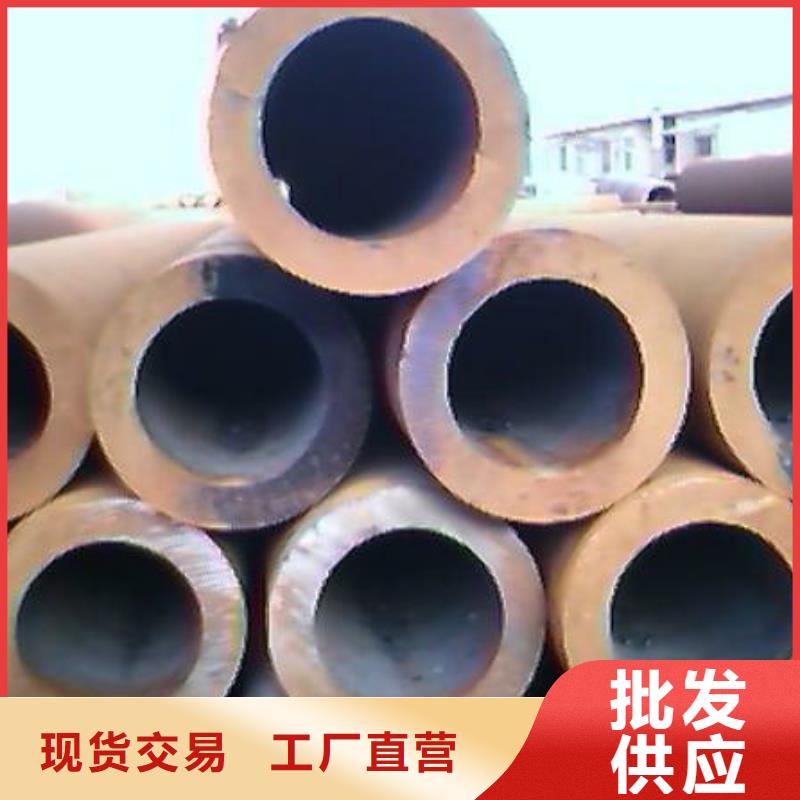
中国无缝管网近日获悉:我国大口径无缝钢管,主要生产工艺为热轧大口径无缝钢管和热扩大口径无缝钢管,热扩无缝钢管 规格为1220厚为120,热扩无缝钢管可生产非国标的尺寸,热扩无缝管就是我们常说的热扩管,密度比较低但是收缩很强的钢管用斜轧法或拉拔法扩 大管材直径的一 种荒管精轧工序。在较短的时间内使钢管增粗,可生产非标,特殊型号的无缝管,且成本低,生产效率高,是目前国际轧管领域的发展趋势。GB5310上规定外径大于或等于76,且壁厚≥14mm的钢管应在20℃进行夏比V型纵向冲击试验;三个试样冲击功的平均值应不低于40J,允许一个试样的冲击功低于平均值,但不低于平均值的70%。无缝钢管外径>219.1mm,且壁厚≥25mm的钢管可用横向力学性能试验代替纵向力学性能试验。在20℃进行夏比V型横向冲击试验,大口径管做横向力学性能试验要方便一些。
四川遂宁华凯异形钢管厂始终奉行“以精良的质量构筑诚信体系,以细致的服务拓展商家信赖”的经营理念并切实地将这一理念贯彻到我们工作的每一个细节当中。四川遂宁华凯异形钢管厂积j i推行以“信誉好、质量高”为公司战略核心目标。我们期待与您合作,携手并进,共赢未来。
近日获悉:无缝钢管标准于1998年5月首次发布。本标准代替GB/T17395—1998《无缝钢管尺寸、外形、重量及允许偏差》本标准规定了无缝钢管尺寸、外形、重量及允许偏差。本标准适用于制定各类用途的平端无缝钢管标准时,选择尺寸、外形、重量及允许偏差。本标准与GB/T17395—1998相比,主要变化如下:———增加了普通钢管外径232、267(267.4)、302、318.5、368、419、473、699、711、720、762、788.5、813、864、914、965、1016;———修改了普通钢管的壁厚上限;———修改了单位长度理论重量;———外径25以下的钢管的壁厚增加0.5、0.6、0.7、0.8、0.9;———增加了全长允许偏差+150mm 等级;———将“椭圆度”改为“不圆度”,增加了“不圆度”的计算公式;———通常长度范围的上限由原来的“12000mm”改为“12500mm”;———修改了实际重量与理论重量的允许偏差规定。无缝钢管因其制造工艺不同,又分为热轧(挤压)无缝钢管和冷拔(轧)无缝钢管两种。冷拔(轧)管又分为圆形管和异形管两种。
厚壁钢管不均主要体现为螺旋状壁不均、直线状壁厚不均及头尾部壁厚偏厚、偏薄等现象
一、螺旋状厚壁钢管不均的成因是穿孔机轧制中心线不正、两轧辊的倾角不等或顶头前压下量太小等调整原因造成的壁厚不均,一般沿钢管的全长呈螺旋状分布。主要措施是调整穿孔机轧制中心线,使两轧辊的倾角相等,按轧制表给定参数调整轧管机。
二、直线状壁厚不均的原因是芯棒预穿鞍座高度调整不合适,芯棒预穿时接触到某一面的毛管,致使毛管在接触面上温降过快,造成壁厚不均甚至拉凹缺陷。连轧轧辊间隙过小或过大。 轧管机中心线偏差。单、双机架压下量不均,会造成钢管单机架方向超薄(超厚)、双机架方向超厚(超薄)的直线型对称偏差。主要措施是调整好芯棒预穿鞍座的高度、保证芯棒与毛管对中。更换孔型及轧制规格时应测量轧辊间隙,使实际轧辊间隙与轧制表保持一致。用光学对中装置调整轧制中心线,年度大修时必须校正轧管机中心线。
三头、尾部壁厚不均的原因是管坯前端切斜度、弯曲度过大、管坯定心孔不正易造成钢管头部壁厚不均。穿孔时延伸系数太大、轧辊转速太高、轧制不稳定。穿孔机抛钢不稳定易造成毛管尾部壁厚不均。措施是检查管坯质量,防止管坯前端切斜度、压下量大,更换孔型或检修均应校正定心孔。采用较低的穿孔速度,以确保轧制的稳定性和毛管壁厚的均匀度。当轧辊转速调整后,匹配的导盘也做相应调整。
热卖无缝管-实体厂家_华凯异形钢管厂,固定电话:13963541199,移动电话:0635-2119611,联系人:白经理,QQ:2195085300,山东聊城开发区钢管厂 发货到 四川省遂宁市。













