以下是:薄壁绗磨管生产的产品参数
材质 钢管 属性 精加工 类型 绗磨管 产地 聊城 品牌 九冶 薄壁绗磨管生产,九冶管业有限公司为您提供薄壁绗磨管生产,联系人:李经理,电话:17706353138、17706353138,QQ:1958857549,请联系九冶管业有限公司,发货地:丁块工业园发货到湖南省 株洲市 荷塘区、芦淞区、石峰区、天元区、攸县、茶陵县、炎陵县、醴陵市。 湖南省,株洲市 株洲市是新中国成立后首批重点建设的八个工业城市之一,是中国老工业基地。京广铁路和沪昆铁路在此交汇,成为中国重要的“十字型”铁路枢纽。株洲是长株潭两型社会建设综合配套改革试验区的组成部分,株洲还是绿化城市、卫生城市、全国文明城市和园林城市。2020年9月2日,被交通运输部评为公交都市建设示范城市。2021年1月29日,入选湖南省人民政府公布的2020年度真抓实干成效明显的地区名单。2022年2月24日,发改委发布《发展改革委关于同意长株潭都市圈发展规划的复函发改规划的复函》,正式批复《长株潭都市圈发展规划》。2023年,被评为三线城市。
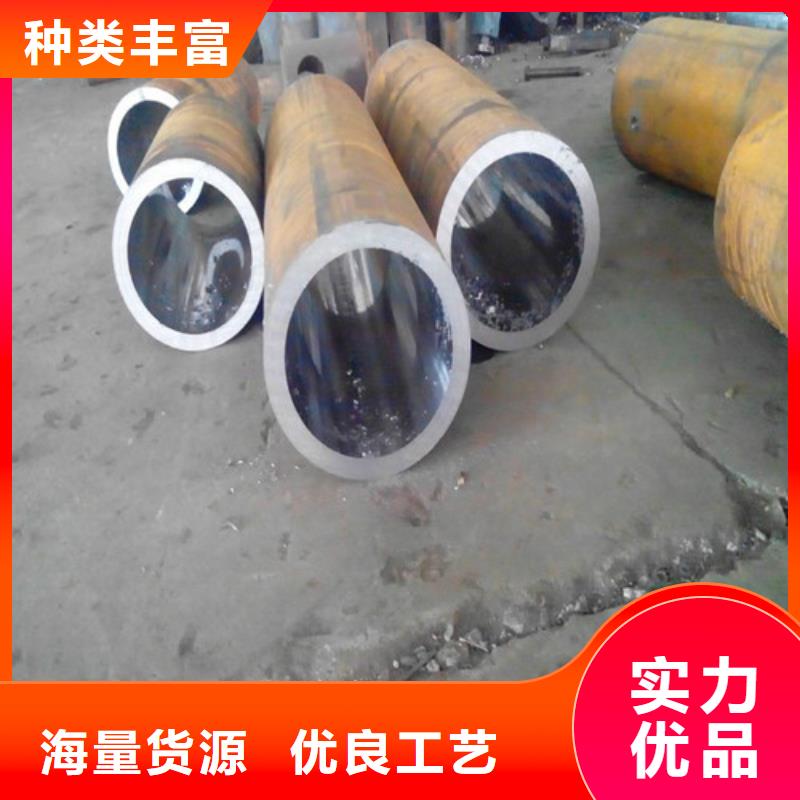
想要真正了解薄壁绗磨管生产产品的魅力吗?这个视频将以其无与伦比的视听效果,让您仿佛置身于产品的核心之中,感受其独特的魅力。以下是:薄壁绗磨管生产的图文介绍
精密绗磨管的化学成分有碳C、硅Si、锰Mn、硫S、磷P、铬Cr精密绗磨管的推广应用对节约钢材,提高加工工效,减少加工工序或设备投资有重要意义,可以节约 费用和加工工时,提高生产量和材料利用率,同时有利于提高产品质量,降低成本,对提高经济效益有重要意义。
选用滚压油缸管的注意事项
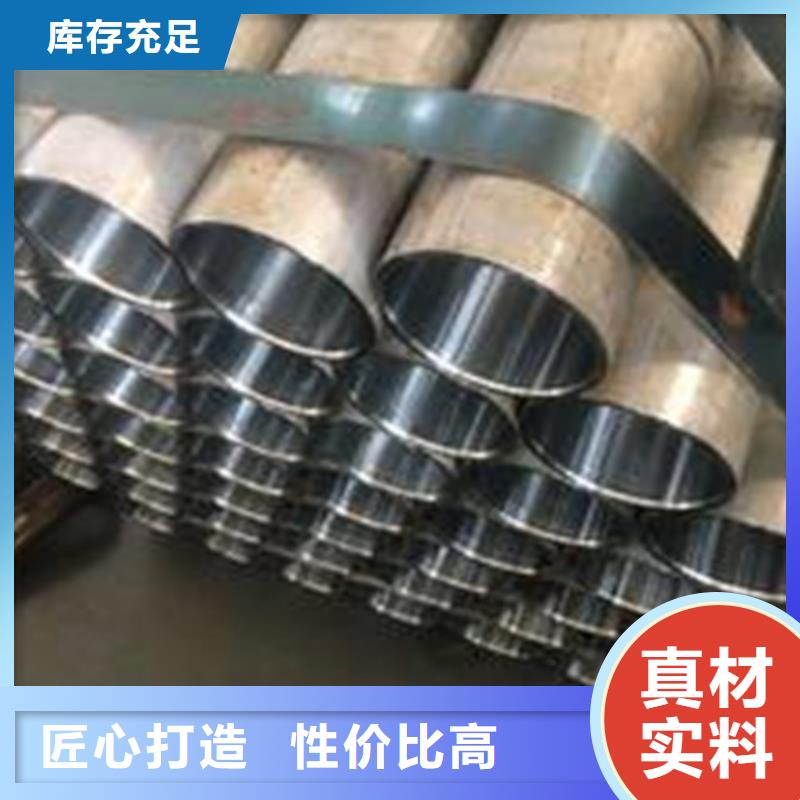
1、滚压油缸管压力选择是否正确,对滚压后表面粗糙度、尺寸、精度都有影响。一般情况下,滚压油缸管力增加,表面粗糙度提高。但是滚压力增加到一定程度,表面粗糙度不再提高。如继续增加,滚压表面开始恶化,甚至出现裂纹。
2、提高工件表面粗糙度,采用滚压加工效果好。在预加工粗糙度达Ra1.6时,只要过盈量合适,粗糙度可达Ra0.2以上。但当预加工粗糙度只有Ra6.4~Ra3.2,加工表面有振动乱刀纹时,那么较深的刀纹不能被滚压光,这只有增加过盈量再次滚压。如果孔的椭圆度和锥度过大,滚压后上述缺陷仍然存在,同时粗糙度大。因此,预加工表面好小于Ra3.2,几何精度在一、二级以上,能获得小的粗糙度,较理想的精度。
湖南株洲九冶管业有限公司应对全球化的经济发展,以先进的管理理念,及时的信息,努力为 绗磨管客户提供便捷,有效的资源。公司发扬以优质的服务为目标,靠诚实守信获双赢的经营理念,坚持以人为本的企业文化,推崇“尊重个人,服务客户,追求卓越”的原则,凭借创新领导管理层,稳定的员工队伍,完善的管理制度,与快速发展的企业信息化建设,与客户建立长期的合作关系。
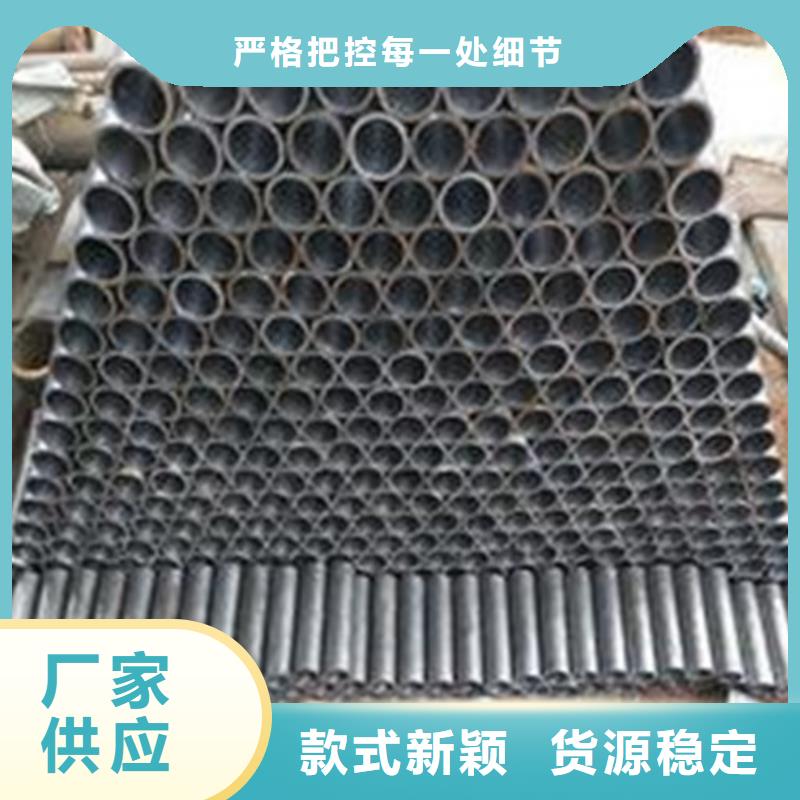
绗磨管厂滚压具有以下特点:(1)生产效率高:用传统的方法生产一根内径420毫米,12米长的缸筒需154小时,用冷拔方法生产只需4分钟。(2)率高:由于镗孔的滚压头兼起导向作用,在切削过程中,毛坯管由于自重产生挠度,致使滚压头和镗刀走偏,造成废品。率只能达到60%左右,而用冷拔方法生产,率可达95%以上。(3)金属利用率高:用传统的镗孔方法制造缸体,金属利用率只有50-70%。用拉拔方法生产时,金属不但不被切削成铁末,反而可以得到30%的延伸,金属利用率可达95%。(4)能改善成品管金属的机械性能:用拉拔方法生产,使毛坯得到30%以上的塑性变形,由于加工硬化而使成品管金属的强度限大为提高。一般在成品管内层强度限提高达60%。高精度冷拔管是用无缝热轧钢管、直缝焊管为坯料,经过化学处理后在专用冷拔机上,通过特种变形原理设计的模具进行拉拔,生产出高精度管。其尺寸精度达H10~H8,直线度达0.35~0.5mm/m,表面粗糙度达Ra1.6-0.4。
选购薄壁绗磨管生产来湖南省株洲市找九冶管业有限公司,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:李经理-17706353138,{QQ:1958857549},地址:[丁块工业园]。