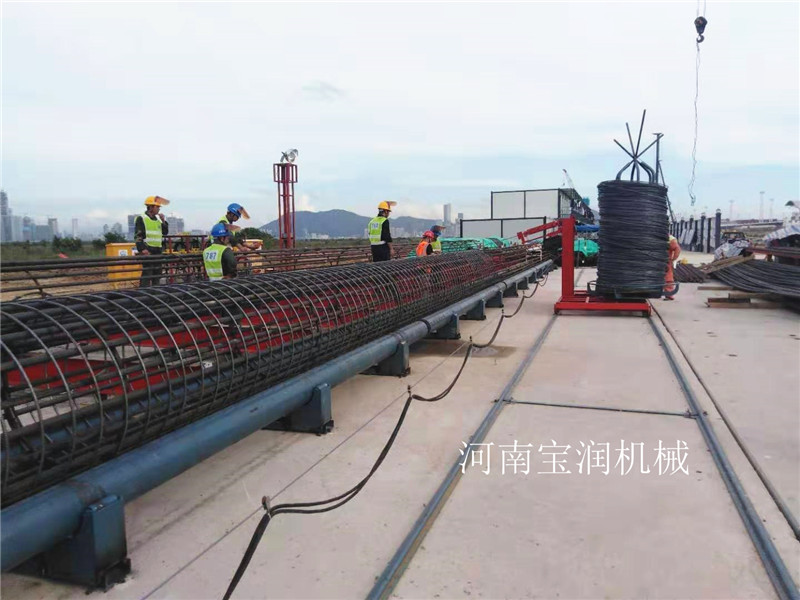



以下是:钢筋笼滚丝机制作历程的产品参数
型号 XGGJ-2000 钢筋笼直径 φ800-2000φ 钢筋笼长度 12米 主筋直径 φ12-32 箍筋直径 φ5-φ12 装机总功率 22KW 钢筋笼滚丝机制作历程,宝润机械有限公司为您提供钢筋笼滚丝机制作历程的资讯,联系人:赵宇飞,电话:13243367666、13243367666,QQ:446983936,发货地:二七区长葛市钟繇大道南段东辛庄社区发货到江苏省 无锡市 崇安区、南长区、北塘区、锡山区、惠山区、滨湖区、江阴市、宜兴市。 江苏省,无锡市 无锡市,简称锡,又称梁溪、金匮、锡城、震泽,江苏省辖地级市,地处中国华东地区、江苏省南部,北依长江,南濒太湖,东邻苏州市,西连常州市,南和西南与浙江省、安徽省交界,京杭大运河穿境而过,总面积4627.46平方千米。截至2022年末,无锡市常住人口749.08万人;全市共辖5个区、代管2个县级市;市政府驻滨湖区。
想知道钢筋笼滚丝机制作历程产品的独特魅力吗?我们为您准备的视频将带您亲身体验,让您感受到产品的无限魅力。
以下是:钢筋笼滚丝机制作历程的图文介绍
1、 数控钢筋弯曲中心质量保证首先从技术着手,从 数控钢筋弯曲中心产品选型上满足用户要求,我们将提供技术成熟,并且经过实践检验运行稳定、性能可靠的 数控钢筋弯曲中心产品;
2、严格制定 数控钢筋弯曲中心工艺措施,严格执行,要求操作者按图纸标准要求和工艺文件进行自检,专职检验严格把关,不合格的 数控钢筋弯曲中心产品杜绝出厂;
3、在安装期间派技术人员常驻现场,进行技术服务,指导安装质量,及时与甲方和监理公司部门沟通,发现问题及时解决;
(2)钢筋套丝1)套丝机必须用水溶性切削冷却润滑液,不得用机油润滑。3)检查合格的丝头,应立即将其一端拧上塑料保护帽,另一端拧上连接套,并按规格分类堆放整齐待用。4)经自检合格的钢筋丝头,应对每种规格加工批量随机抽检10%,且不少于10个,如有一个丝头不合格,即应对该加工批全数检查,不合格丝头应重新加工,经再次检验合格后方可使用。(3)接头工艺试验钢筋连接工程开始前及施工过程中,应对每批钢筋接头进行工艺检验,工艺检验应符合下列要求:1)每种规格钢筋的接头试件不应少于3根。2)对接头试件的钢筋母材应进行抗拉试验。3)三根接头试件的抗拉强度均应满足现行标准《钢筋机械连接通用技术规程》的规定。(4)钢筋连接1)连接套规格必须与钢筋规格一致。
4.焊接要求如下: 1)单面搭接焊焊缝总长度为10倍的钢筋直径,两端各另加5毫米,且焊接前钢筋焊接部位应预弯,搭接钢筋的轴线应位于同一直线上,钢筋采用两点固定; 2) 双面搭接焊焊缝总长度为5倍的钢筋直径,两端各另加5毫米,且焊接前钢筋焊接部位应预弯,搭接钢筋的轴线应位于同一直线上,钢筋采用两点固定; 3) 双面帮条双面焊焊缝总长度(两端相加)为5倍的钢筋直径,且必须采用同直径的钢筋帮条,帮条与被焊钢筋间采用4点固定; 4) 双面帮条单面焊焊缝总长度(两端相加)为10倍的钢筋直径,且必须采用同直径的钢筋帮条,帮条与被焊钢筋间采用4点固定; 5) 钢筋采用直螺纹套筒连接时每根钢筋套丝长度为5倍的钢筋直径。 5. 电弧焊接使用的焊条 电弧焊条性能应符合低碳钢和低合金钢电焊条标准的有关规定,并符合设计要求采用,在设计未作规定时,可参考下表(表四)采用: 钢筋电弧焊对焊条、钢筋规格的选择(表四) 钢筋 规格 焊条型号 钢 筋 级 别 Ⅰ 级 Ⅱ 级 Ⅲ 级 焊条 型号 新型号 E4301 E4303 交直流 T421 T422 E5001 E5003 交直流 T501 T502 E5016 交直流 T501 T502 旧型号 钢筋电弧焊对焊条直径与焊接电流的选择见下表(表五) 钢筋电弧焊对焊条直径与焊接电流的选择(表五) 搭接焊及帮条焊 焊接位置 钢筋直径 (mm) 焊条直径 (mm) 焊接电流 (A) 平焊 10~18 20~32
选购钢筋笼滚丝机制作历程来江苏省无锡市找宝润机械有限公司,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:赵宇飞-13243367666,{QQ:446983936},地址:[二七区长葛市钟繇大道南段东辛庄社区]。







