以下是:制冷用酸洗钝化钢管厂家的产品参数
材质 无缝钢管 产地 山东 规格 齐全 类型 钢管 品牌 汇鑫源 制冷用酸洗钝化钢管厂家,汇鑫源管业有限公司为您提供制冷用酸洗钝化钢管厂家产品案例,联系人:张健,电话:0635-7730635、13465767730,QQ:1054437264,发货地:开发区辽河路东首路发货到宁夏 银川 。 银川市 银川市城市综合竞争力跻身全国百强,曾获全国文明城市、节水型城市、卫生城市、园林城市、环保模范城市、中国人居环境范例奖等称号,被评为“中国十大新天府”之一。2018年10月,获全球首批“国际湿地城市”称号;2018年重新确认卫生城市;2020年10月,被评为全国双拥模范城(县)。
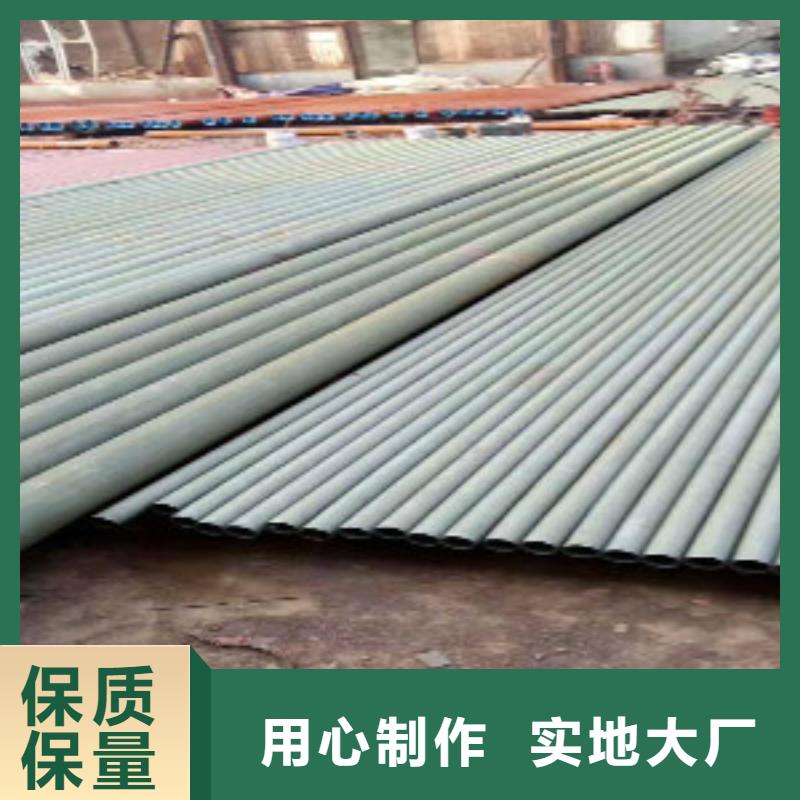
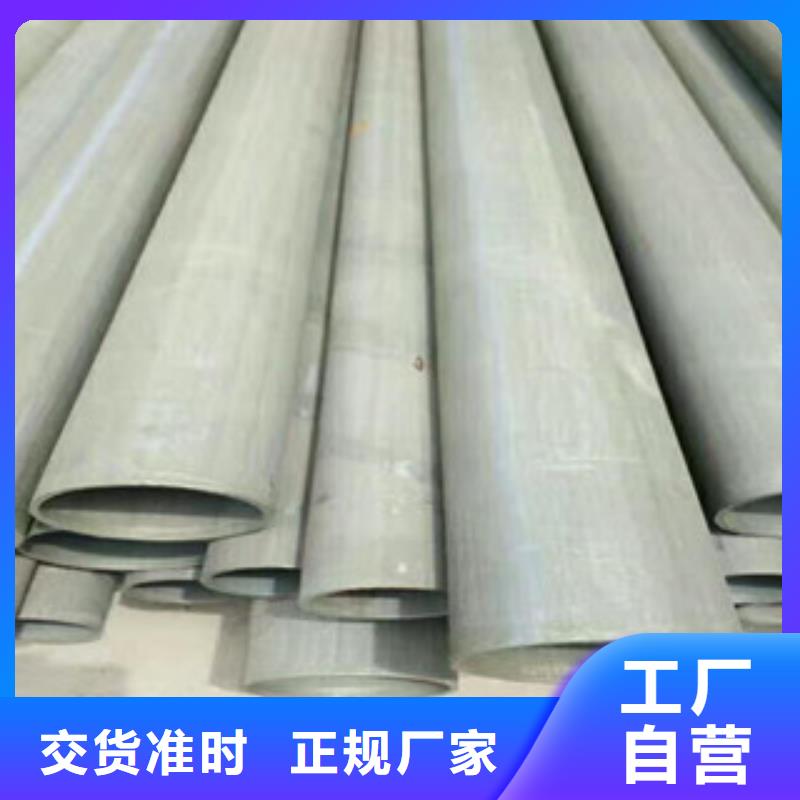
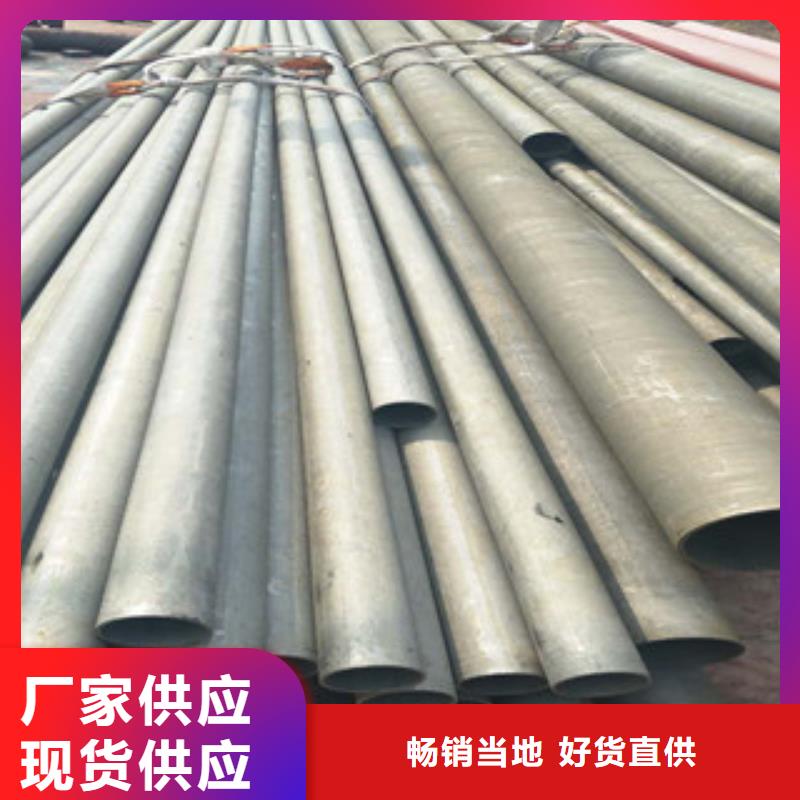
想要更深入地了解我们的制冷用酸洗钝化钢管厂家产品?那么请观看我们制作的视频,它比任何文字描述都更具体、更生动。以下是:制冷用酸洗钝化钢管厂家的图文介绍
宁夏银川汇鑫源管业有限公司在“品质,信誉,客户至上”的价值观引导下,以“激励创新、追求卓越、倡导共赢”为企业精神,力争成为具有竞争力的 球墨铸铁管创新企业!
目前,本公司生产的 球墨铸铁管,已远销国内外市场, 球墨铸铁管产品供不应求,深受广大用户好评。
3:使用温度5-30摄氏度,酸洗钝化5-15分钟左右即可达到酸洗效果。
a.酸洗、钝化工艺流程
去油清理污物 酸洗 钝化 净水冲洗 检查 吹干
b.不锈钢容器或零部件完工后按图样和工艺文件的要求,对规定项目检查合格后,将焊缝及其两侧焊渣、飞溅物清理干净,容器的机加工件表面应用汽油或清洗剂去除油渍等污物,只有进行过预处理的容器或零部件才能进行酸洗钝化处理。
c.酸洗钝化容器或零部件必须用洁净水将表面冲洗干净,后用酚酞试纸测试冲洗面的任何处,使PH值在6.5-7.5之间,或用滤纸检查冲净程度,无蓝色为合格。然后擦干或用压缩空气吹干。
d.容器和零部件经酸洗钝化后搬运吊装及存放时禁止磕碰划伤钝化膜。2)由于钝化的过程属于无反应状态进行,钝化剂可反复添加使用,因此寿命更长、成本更经济。 g.管子酸洗、钝化、脱脂过程中所用的材料都是腐蚀、有毒易的化学溶剂,因此操作人员必须遵守有关防腐、防毒、防火的操作规程。在预制加工、焊接、试验及热处理过程中,会使管道(碳铜管、不锈钢管)表面积聚氧化铁、焊渣、油垢等污物,使管子的抗蚀性能变化。
管子经过酸洗液的清洗,能管于表面的;再经过钝化依处理,能使钢管表面形成—层防止氧化的保护膜,从而提高钢管的耐蚀性能,保证生产工艺的运行。
汇鑫源管业有限公司
酸洗钝化的道理
钝化:金属经氧化性介质处置后,其侵蚀速度比本来未处置前有明显下降的景象称金属的钝化。
其钝化机理首要可用薄膜理论来分析,即以为钝化是因为金属与氧化性介质效果,效果时在金属外表生成一种十分薄的、致密的、掩盖功能优越的、能中固地附在金属外表上的钝化膜。这层膜成自力相存在,凡间是氧和金属的化合物。它起着把金属与侵蚀介质完全离隔的效果,避免金属与侵蚀介质直接接触,然后使金属根本中止消融。奥氏体不锈钢经氧化性介质处置后其外表能构成知足上述要求的钝化膜,但该钝化膜在起活化效果的Cl-、Br-、F-等卤素离子效果下,极易遭到毁坏。槽式酸洗工艺流程及配方
(1)脱脂。脱脂液配方为:(NaOH)=9%~10%;(Na3PO4)=3%;(NaHCO3)=1.3%;(Na2SO3)=2%;其余为水。操作工艺要求为:液体温度70~80℃,浸泡4h。
(2)水冲。压力为0.8MPa的洁净水冲干净。
(3)酸洗。酸洗液配方为:HCl为13%~14%;缓蚀剂为1%;其余为水。操作工艺要求为:常温浸泡1.5~2h。
(4)水冲。用压力为0.8MPa的洁净水冲干净。
(5)二次酸洗。酸洗液配方同上。操作工艺要求为:常温浸泡5min。
(6)中和。中和液配方为:NH4OH稀释至pH值为10~11的溶液。操作工艺要求为:常温浸泡2min。
(7)钝化。钝化液配方为:钝化剂为8%~10%;NH4OH为2%;其余为水。操作工艺要求为:常温浸泡5min。
(8)水冲。用压力为0.8MPa的净化水冲净为止。
(9)快速干燥。用蒸汽、过热蒸汽或热风吹干
(10)封管口。用塑料管堵或多层塑料布捆扎牢固。
如按以上方法处理的管子,管内清洁、管壁光亮,可保持2个月左右不锈蚀;若保存好,还可以延长时间
选购制冷用酸洗钝化钢管厂家来宁夏银川找汇鑫源管业有限公司,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:张健-13465767730,{QQ:1054437264},地址:[开发区辽河路东首路]。







