
以下是:特薄壁绗磨管生产工艺的产品参数
材质 钢管 属性 精加工 类型 绗磨管 产地 聊城 品牌 九冶 特薄壁绗磨管生产工艺,九冶管业有限公司为您提供特薄壁绗磨管生产工艺的资讯,联系人:李经理,电话:17706353138、17706353138,QQ:1958857549,发货地:丁块工业园发货到河北省 廊坊市 安次区、广阳区、固安县、永清县、香河县、大城县、文安县、霸州市、三河市。 河北省,廊坊市 廊坊市,河北省辖地级市,位于河北省中部偏东,北临北京,东与天津交界,南接沧州,西和保定及雄安新区毗连,地处京津冀城市群核心地带、环渤海腹地。截至2022年10月,全市辖2个区、6个县,代管2个县级市,总面积6429平方千米。截至2022年末,廊坊市常住人口为549.53万人。
不容错过的特薄壁绗磨管生产工艺视频展示!产品特点一目了然,为您的购买决策提供坚实依据。以下是:特薄壁绗磨管生产工艺的图文介绍河北廊坊九冶管业有限公司位于河北廊坊市,是一家集 绗磨管科研、开发、制造、销售、出口为一体的现代化企业,公司多年来致力于 绗磨管的研发,现已成为 绗磨管业可信赖的制造公司。
河北廊坊九冶管业有限公司自成立以来产品不断更新,并以先进的加工设备和精湛的工艺严格的检验测试,为客户提供好的产品而取得用户的一致好评, 绗磨管产品远销全国各地及国外,产品深受广大客户的好评,我们愿以好的 绗磨管产品,好的售后服务,竭诚为中外客商提供。
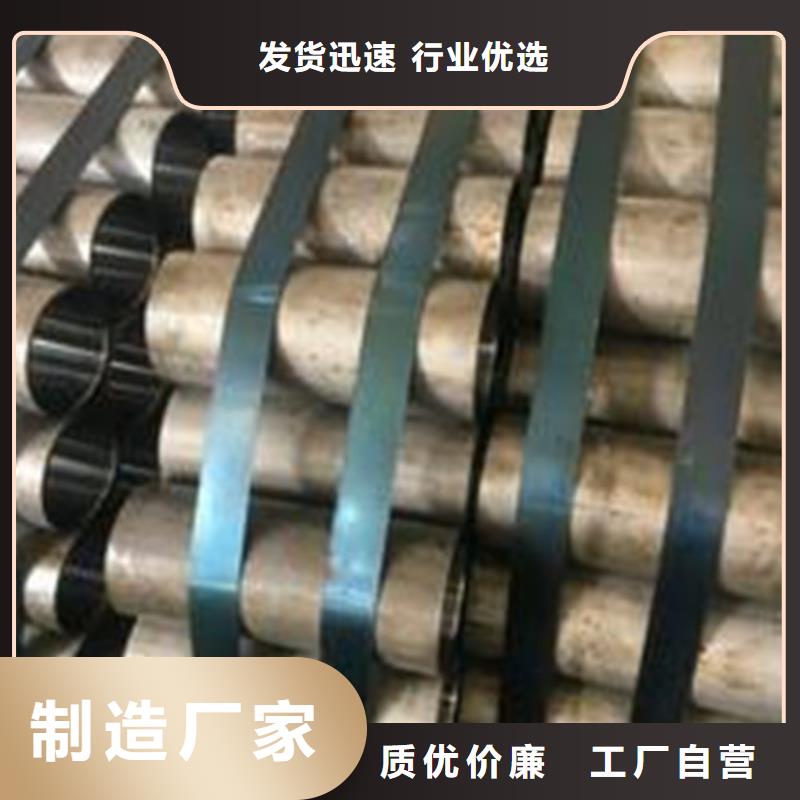
绗磨管采用加工工艺油缸管采用滚压加工,由于表面层留有表面残余压应力,有助于表面微小裂纹的封闭,阻碍侵蚀作用的扩展。从而提高表面抗腐蚀能力,并能延缓疲劳裂纹的产生或扩大,因而提高绗磨管疲劳强度。通过滚压成型,滚压表面形成一层冷作硬化层,减少了磨削副接触表面的弹性和塑性变形,从而提高了绗磨管内壁的耐磨性,同时避免了因磨削引起的烧伤。滚压后,表面粗糙度值的减小,可提高配合性质。 绗磨管滚压加工是一种无切屑加工,在常温下利用金属的塑性变形,使工件表面的微观不平度辗平从而达到改变表层结构、机械特性、形状和尺寸的目的。因此这种方法可同时达到光整加工及强化两种目的,是磨削无法做到的。滚压加工是一种无切屑加工,在常温下利用金属的塑性变形,使工件表面的微观不平度辗平从而达到改变表层结构、机械特性、形状和尺寸的目的。因此这种方法可同时达到光整加工及强化两种目的,是磨削无法做到的。
河北廊坊九冶管业有限公司长期以来培养 绗磨管技术人才,积累了从 绗磨管产品开发、工艺、工装设计到批量生产的丰富的理论和实践经验。能够在较短的时间内开发出满足用户要求的 绗磨管产品。
质量方针:以客户为中心、以 绗磨管质量求发展、以技术带进步、以管理创效益。
企业作风:求是务实、行动迅速、细致周到、精益求精。
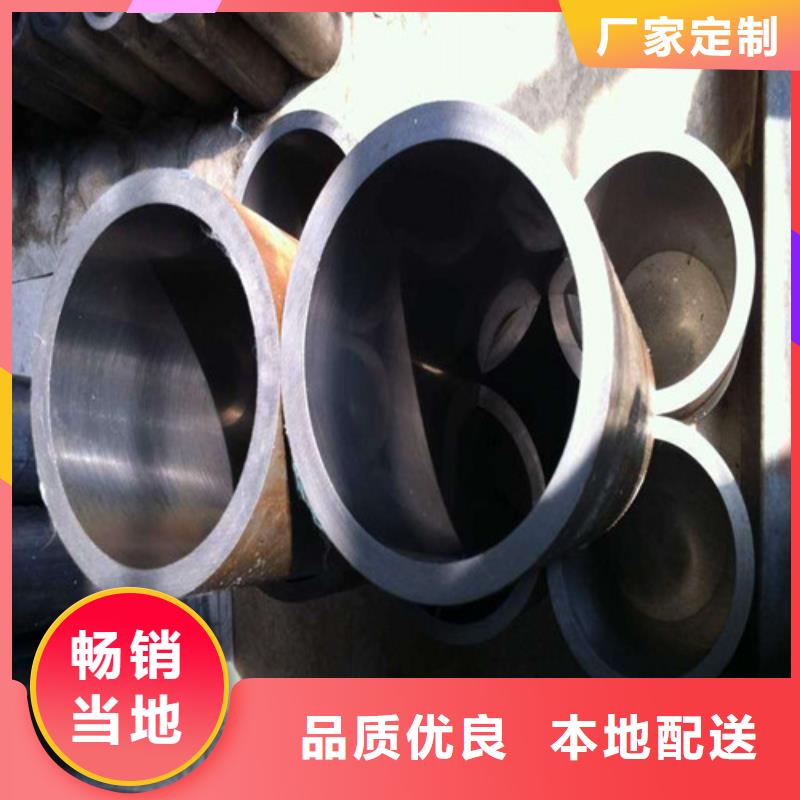
大口径绗磨管如何提高光洁度 珩磨齿轮是由基体加上磨料来构成的。使用它进行珩磨,主要是为了清理材料表面的杂质及毛刺等,从而来提高表面光洁度。不过,我们在使用这一种珩磨工具时,也是需要注意以下几点:
1、大口径绗磨管对于设备的行程应不超过珩磨时的宽度范围,否则的话,那么就有可能会严重损坏珩磨齿轮。
2、绗磨管在珩磨量的控制上,应将其数值控制在合理的范围内。而且对于珩磨时间的控制,也是同样要求,建议是两分钟左右。
3、大口径绗磨管珩磨齿轮的材质,由于比较脆,所以是严禁敲打的,以免使其损坏而不能使用了。
关于如何提高大口径绗磨管表面的光洁度这个问题,想要达到目标其实不难,因为可以从珩磨工艺上入手,进而来实现。进一步将,选择适合的珩磨油石,并控制好粗糙度,使其在正常允许范围内,那么就能达到上述要求了。不过,在某些情况下,还是要注意一下珩磨管所用材质,以及材料硬度如何,以便可以综合考虑
有一种过程控制方法能缩短珩磨时间,易于让在整个齿面上保持理论上的线接触。因此减少了磨具与工件的点接触。尽管这可能有悖于产生较大残余压应力的要求,但应力依然会使之保持理论线接触。连续改变接触条件会产生良好的动态特性,不会因摆动角度使机床部件产生严重颤振。珩磨过程中,单面线接触珩磨时这类动态特性会对机床产生严重影响。为减小这种影响,要尽可能地采用双面线接触。 系列化生产中,数控珩磨机由此而引发的对珩磨过程中利用机床运动链实施齿面修形过程的限制,可予忽略。但在工装中要建立轮廓修形。关于单面或双面接触,所涉及的或是磨具齿面,或是工件齿面。在加工过程中有一个以上的齿在保持接触。这就表示珩齿过程是一种连续接触的转动过程。这是使齿轮低噪声运行的一项很重要的决定性因素。
特薄壁绗磨管生产工艺_九冶管业有限公司,固定电话:17706353138,移动电话:17706353138,联系人:李经理,QQ:1958857549,丁块工业园 发货到 河北省廊坊市。



















