以下是:钢筋笼滚焊机新报价的产品参数
型号 XGGJ-2000 钢筋笼直径 φ800-2000φ 钢筋笼长度 12米 主筋直径 φ12-32 箍筋直径 φ5-φ12 装机总功率 22KW 钢筋笼滚焊机新报价,宝润机械有限公司为您提供钢筋笼滚焊机新报价,联系人:赵宇飞,电话:13243367666、13243367666,QQ:446983936,请联系宝润机械有限公司,发货地:二七区长葛市钟繇大道南段东辛庄社区发货到浙江省 宁波市 海曙区、江东区、北仓区、镇海区、鄞州区、象山县、宁海县、余姚县、慈溪县、奉化区。 浙江省,宁波市 宁波市全境地势西南高,东北低,以平原丘陵为主,属亚热带季风气候,温和湿润,四季分明。宁波市是典型的江南水乡兼海港城市,是中国大运河南端出海口、“海上丝绸之路”东方始发港、中国制造2025试点示范城市。宁波舟山位列2023年全球航运中心城市综合实力第9名;宁波舟山港是全球第三大集装箱港,年货物吞吐量位居世界首位。
想要更直观地了解钢筋笼滚焊机新报价产品吗??产品视频,带你走进产品世界
以下是:钢筋笼滚焊机新报价的图文介绍
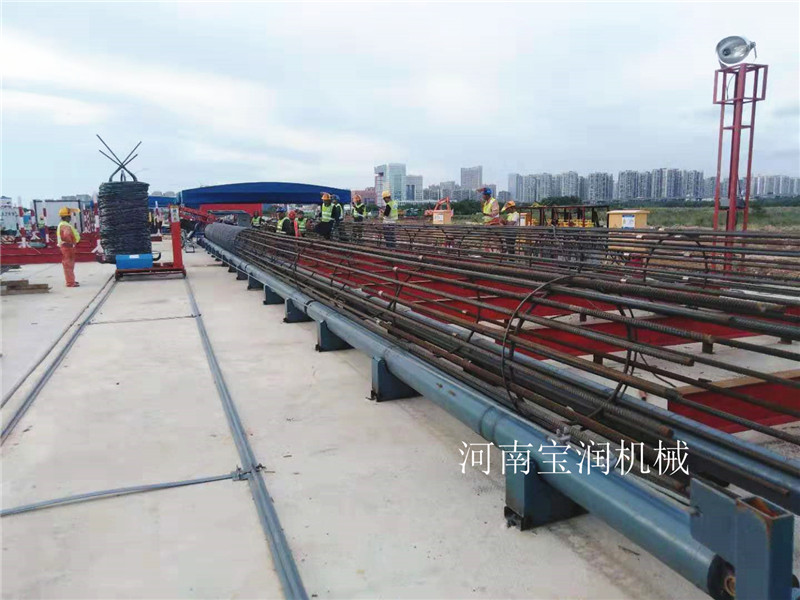
可减少旋转阻力 夹紧时,注意每根主筋的错位长度,通常是1M左右 将盘筋穿过矫直机构至与主筋交叉焊接固定 起始焊接:在钢筋笼的头部,固定盘和移动盘同步旋转运动,将盘筋并排连续绕几圈;然后与主筋焊接牢固 正式焊接:固定盘和移动盘同步旋转运动,移动盘同时向前移动,这样盘筋自动缠绕在主筋上,同时进行焊接,从而形成钢筋笼产品 终止焊接:在钢筋笼的尾部,两盘继续旋转,暂停焊接,将盘筋并排绕几圈;然后将盘筋端头焊接在主筋上固定,完成焊接 切断绕筋;移动盘前移,钢筋笼与固定盘分离;松开主筋与移动盘模板导管的螺栓;移动盘前移,钢筋笼与移动盘分离 配套电动扳手,轻便快捷,提高工效 卸笼,行吊或人推滚下 在整个焊接过程中,为防止钢筋笼因自重而变形,需配置多个液压支撑装置 采用国内通用的液压元件,持久耐用、具有高互换性 卸笼后,将移动盘复位,准备生产下一个笼子 调整焊接速度、任意改变绕筋间距和绕筋根数等操作,只需在触摸屏上进行设定,无需停机调整机械,操作简单易学 电控系统采用ABB变频器、德国进口PLC 和触摸屏,进一步保证了设备性能稳定可靠和持久耐用 具有数据存储功能;可进行用户权限设置,密码进入,专人操作 预先内箍筋弯曲成型;待钢筋笼卸下后,由人工将内箍筋点焊在钢筋笼内部,起到加强支撑、防变形作用 机械制作的钢筋笼成品,外观标准统一,间距均匀,缠绕紧密,同心度高。 的份额过热 的份额过热 的份额过热 的份额过热 的份额过热 的份额
基桩检测的基本方法 1 低应变反射波法(瞬态激振时域频域分析法)。 2 声波透射法。 3 高应变法。 4 单桩竖向抗压静载试验。 5 单桩竖向抗拔静载试验。 6 单桩水平静载试验 7 钻芯法 基本规定 1 一般规定 1 基桩完整性及承载力检测应在桩顶设计标高位置进行。 2 基桩检测开始时间应符合下列规定: (1) 当采用低应变反射波法或声波透射法检测时,受检桩桩身混凝土强度不得低于设计强度的70%且桩身强度应不低于15MPa; (2) 单桩静载试验与高应变法检测前桩身混凝土强度应达到设计强度,桩周土的间歇时间应满足下列要求:对打入桩,砂土7天,粉土10天,非饱和粘性土15天,饱和粘性土25天;对于泥浆护壁混凝土灌注桩,宜适当延长间歇时间。 3 当对检测结果有怀疑或有争议时,可进行验证检测。验证检测应符合下列规定: (1) 对低应变法检测结果有怀疑或争议时,可采用钻芯法、高应变法或直接开挖进行验证;
以后每完成两根主钢筋与加强筋焊接,滚动到下两根主筋上进行焊接。为防止焊接中的钢筋笼重心失稳,在槽钢远离角钢一端,设置一根带挂钩的钢丝绳挂于加强钢筋上。整体钢筋骨架加工完毕后,先将圆钢盘圆调直,再缠绕螺旋箍筋,主筋与箍筋之间采用点焊焊接保证50%的焊接点。③定位钢筋制作安装定位钢筋采用直径为10mm的钢筋制作,定位钢筋高度为50mm,定位钢筋与主筋采用双面焊,焊缝的长度为100mm。定位钢筋按竖向每5米一道,每道沿钢筋笼四周设置四个。④测斜管的安装钢筋笼加工完成后,通知技术人员检查,需要安装测斜管的钢筋笼通知监测单位安装测斜管. ⑤钢筋笼报验钢筋笼经自检合格后,报监理检验,监理检验合格后方可吊放入孔。2.钢筋笼加工时需注意事项: ①下料前认真核对钢筋规格、级别及数量,绘制配料单,无误后按配料单下料。 ②钢筋弯曲成型前,应根据配料表要求长度分别截断,用钢筋切断机进行。在钢筋切断前,先在钢筋上用粉笔按配料单标注下料长度将切断位置做明显标记,切断时,切断标记对准刀刃将钢筋放入切割槽将其切断。 ③应将同规格钢筋根据不同长短搭配、统筹排料;一般先断长料,后断短料,以减少短头和损耗。避免用短尺量长料,防止产生累计误差,应在工作台上标出尺寸、刻度,并设置控制断料尺寸用的挡板。切断过程中如发现劈裂、缩头或严重的弯头等,必须切除。切断后钢筋断口不得有马蹄形或起弯等现象,钢筋长度偏差不应大于±10mm。 ④钢筋焊接前,钢筋在加工前应予除锈、调直、擦洗油污,钢筋下料前按图分段计算下料长,并考虑到焊接接头的位置,保证成型钢筋满足焊接要求,同时必须做钢筋搭接头的搭接焊试验,合格后方可正式施焊,焊工必须持上岗施工。 ⑤主筋焊接及节与节之间焊接均采用闪光对焊,当主筋端面较平整时,采用“预热闪光焊”;当主筋端面不平整时采用“闪光-
多年来,浙江宁波宝润机械有限公司一贯坚持外树形象,内强质量,一点一滴,铸信誉。 本公司经营 数控钢筋弯曲中心的生产销售和服务于一体的企业,另外本公司生产的 数控钢筋弯曲中心等已顺利通过质量体系认证,产品已销往全国各地,均得到用户高度评价。合理的价格,完善的服务,铸就了公司自己的品牌。
质量检验原材料钢筋应平直、无损伤,表面无裂纹、油污、颗粒状或片状老锈。检验数量:施工单位全部检查。检验方法:观察。 钢筋加工钢筋加工允许偏差和检验方法应符合下表的规定。检验数量:施工单位按钢筋编号各抽检10%,且各不少于3件。 钢筋连接钢筋接头应设置在承受应力较小处,并应分散布置。配置在“同一截面”内受力钢筋接头的截面面积,占受力钢筋总截面面积的百分率,应符合设计要求。当设计未提出要求时,应符合下列规定:①焊(连)接接头在受弯构件的受拉区不得大于50%,轴心受拉构件不得大于25%;②绑扎接头在构件的受拉区不得大于25%,在受压区不得大于50%;③钢筋接头应避开钢筋弯曲处,距弯曲点的距离不得小于钢筋直径的10倍;④同一根钢筋上应少设接头。“同一截面”内,同一根钢筋上不得超过一个接头。检验数量:施工单位全部检查。检验方法:观察和尺量。
您是想要在浙江省宁波市采购高质量的钢筋笼滚焊机新报价产品吗?宝润机械有限公司是您的不二之选!我们致力于提供品质保证、价格优惠的钢筋笼滚焊机新报价产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:赵宇飞-13243367666,QQ:446983936,地址:《二七区长葛市钟繇大道南段东辛庄社区》。