

以下是:阻燃玻璃鳞片胶泥价格的产品参数
产品参数 产品价格 10 发货期限 电议 供货总量 9999 运费说明 1天 品牌 君达 规格型号 国标 供货量 9999 价格 12 发货地 河北廊坊 付款方式 电议 参数 国标 阻燃玻璃鳞片胶泥价格_君达节能科技有限公司,固定电话:13653268892,移动电话:0316-5961006,联系人:张建涛经理,QQ:1132061688,廊坊市大城县发货到浙江省 金华市 婺城区、金东区、武义县、浦江县、磐安县、兰溪市、义乌市、东阳市、永康市 发货到 浙江省金华市。 浙江省,金华市 金华市,古称婺州,是浙江省辖地级市,长江三角洲中心区城市,位于浙江省中部,东邻台州市,南毗丽水市,西连衢州市,北接绍兴市、杭州市,总面积10942平方千米。地处金衢盆地东段,为浙中丘陵盆地地区,地势南北高、中部低,属亚热带季风气候,四季分明,雨量充沛;截至2021年底,全市下辖2个区、3个县,代管4个县级市,市政府驻婺城区。截至2022年末,全市常住人口712.7万人。
简约而不简单,我们的阻燃玻璃鳞片胶泥价格产品视频将用直观的方式展示产品的核心价值。
以下是:阻燃玻璃鳞片胶泥价格的图文介绍
浙江金华君达节能科技有限公司主要生产 环氧煤沥青漆。公司本着低价经营,质量为先的销售原则,让客户买的放心,用的舒心!诚信、专业、是我们的服务宗旨,开拓创新,与时俱进是我们的核心价值观。我们将竭诚为新老客户提供过硬的产品和优质的服务,也竭诚欢迎广大新老客户来电、来函,来人洽谈业务,指导工作!
服务三保: 保证质量、保证时间、保证数量。
服务宗旨: 雄厚的实力、优质的产品、低廉的价格、的服务。
郑重承诺: 保证以优质的产品、过硬的质量、实诚的价格、完善的服务来答谢新老顾客的信赖。
经营原则: 顾客至上、质量优良、品种齐全、价格合理。
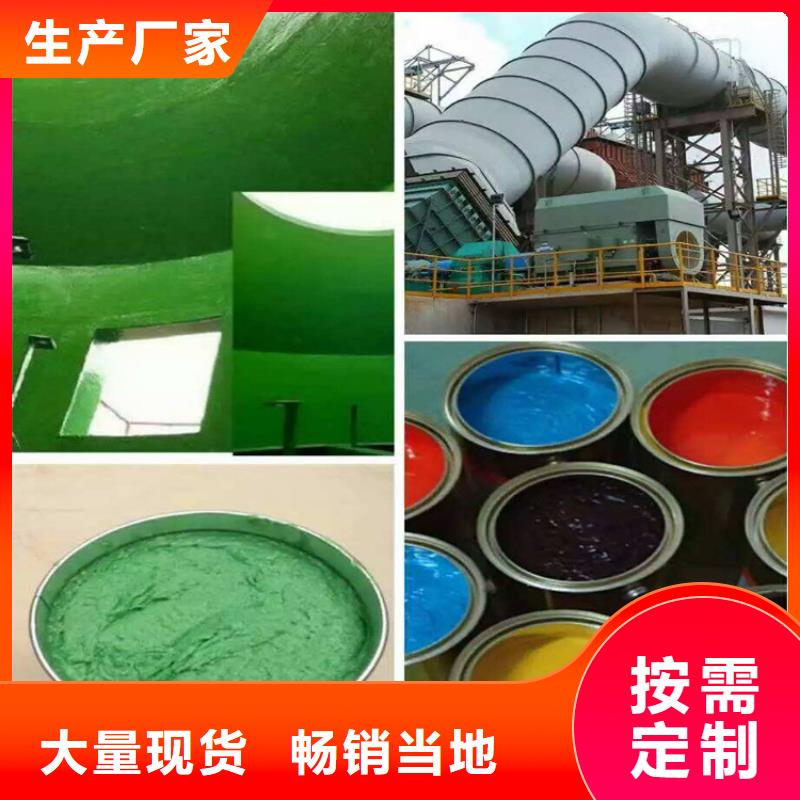
环氧乙烯基玻璃鳞片底漆耐磨胶泥面涂价格优势, 用途特点具有独特的抗渗屏蔽结构,可耐酸、碱、盐及部分有机物。优异的抗温度剧变性能和耐磨性能,湿态耐温达140℃,干态可达200℃。常温施工,施工工艺简单。优异的综合性能和粘结性。用于苛刻条件下,室内外结构、混凝土结构的防腐蚀。用于腐蚀强度中等以下的液体介质设备内衬、管道、贮槽等内外的防腐蚀。 脱硫烟道专用鳞片胶泥|脱硫烟道专用鳞片防腐胶泥|乙烯基鳞片胶泥|乙烯基鳞片防腐胶泥|鳞片防腐胶泥|鳞片胶泥|高温防腐鳞片胶泥|高温鳞片胶泥|酚醛乙烯基鳞片胶泥|环氧乙烯基鳞片胶泥|乙烯基胶泥|乙烯基酯胶泥|乙烯基酯树脂胶泥 公司是耐腐蚀树脂的专业生产厂,产品有乙烯基酯树脂、不饱和聚酯树脂、双酚A型不饱和聚酯树脂、呋喃树脂、呋喃胶泥、酚醛树脂、环氧树脂、环氧呋喃树脂、环氧鳞片胶泥、环氧鳞片涂料、乙烯基玻璃鳞片涂料(面涂、底涂)、脱硫烟道专用鳞片衬里胶泥VEGF-G、脱硫烟道专用鳞片胶泥 ... 环氧树脂玻璃鳞片底漆施工方法 脱硫塔本体内部玻璃鳞片防腐,以及部分出口烟道防腐,为此,特编制吸收塔防腐施工方案。 主要涂层结构施工工艺流程 .1脱硫塔防腐普通涂层结构玻璃鳞片施工流程 基体验收→表面净化→喷砂处理→刷涂或滚涂底涂一道→干燥→镘刮胶泥 道→检查修补→镘刮胶泥第二道→检查修补 .2脱硫塔防腐玻璃鳞片FRP增强涂层施工流程 基体验收→表面净化处理→喷砂处理→刷涂或滚涂底涂一道→干燥→镘刮玻璃鳞片胶泥 道→检查修补→镘刮玻璃鳞片胶泥第二道→树脂衬玻纤布一层→干燥→树脂衬玻纤布一层→干燥→面层涂装→终检查(电火花等)→验收 .3脱硫塔防腐耐磨玻璃鳞片涂层施工流程 基体验收→表面净化处理→喷砂处理→刷涂或滚涂底涂一道→干燥—>镘刮玻璃鳞片胶泥 道→检查修补→镘刮玻璃鳞片胶泥第二道→树脂衬玻纤布一层→干燥→耐磨层一道→干燥→树脂衬玻纤布一层→耐磨层第二道→干燥→面层涂装→干燥→终检查(电火花等)→验收 、涂层施工前主要标准要求 .1表面准备5.1.1衬里钢壳的贴衬表面必须平整,结构棱角处必须圆滑过渡,所有需内衬的横向、纵向焊接连续饱满,并同相接表面保持平滑。 1.2对需现场防腐的设备,按钢结构焊接标准的要求进行焊接,并对所有内衬的拐角和边缘进行打磨。 1.3表面上所有焊渣,采用切削的方式, 打磨至平滑。 1.4所有内、外的加固件、吊环、支撑和夹子都应在内衬施工开始前焊接到容器或管道上。临时性的夹子或吊环等在施工前必须去除,并且将该区域打磨平滑。钢壳体完成后,按德不准及图纸要求进行验收并交付防腐工作。设备贴衬表面应达到局部平整,拐角处应圆滑过渡。凸角面圆角半径大于5mm,凹角面应大于10mm.局部(包括焊接缝处)凹凸不平度应小于3mm,且通过打磨后,壳体厚度必须大于设备设计的小厚度。点蚀、裂缝、咬边、划痕、鳞皮等表面缺陷必须打磨,在需要的地方通过焊接加以修补,焊接必须打磨得平整、光滑,并且不能夹有夹渣、气孔。 喷砂施工主要工艺流程 1喷砂施工 1.1砂粒选用粒径0.5-3.0mm干燥、有菱角的矿砂。 1.2喷砂气体为0.5-0.8Mpa清洁、干燥的压缩空气。 1.3喷嘴选用:耐磨喷嘴。 1.4喷砂作业穿喷砂服,工作前检查所有管路完好畅通,才可以进行施工作业。 1.5喷砂顺序为先难后易,喷 运行方向和工件表面平行,喷 工作时与工作面呈一定角度。 2喷砂后清洁 2.1喷砂期间用大功率的防爆轴流风机进行通风除尘。 2.2表面和架板的浮灰、砂粒先用压缩空气吹扫清洁。 2.3有油污处用苯乙烯擦干净。 3工作区域气候条件控制:T=10~40C??空气相对湿度(RH)<89%. 各种涂层结构施工规范说明 1常规玻璃鳞片涂层结构(非FRP增强结构)。 1.1底漆施工 1.1.1底漆施工采用滚涂或刷涂,施工过程随时检查,流挂、漏涂等现象,用滚筒或刷子赶压平整或补刷。 1.1.2施工过程中测试湿膜厚度,小于60Um的部位补刷。 1.1.3物料配制: (1)配制比例:漆料:引发剂:促进剂=100:1.5:0.8(重量比)(或根据气候条件调节) (2)配制方法:用搅拌机先把底漆搅拌均匀,再加入引发剂、固化剂混合搅拌1—2分钟; (3)专业配料员配料和记录材料的批号、用量。 1.1.4操作要点: (1)滚涂方式为先由上下左右来回滚动,均布物料。 (2)拐角或者滚筒难以施工的部位刷涂。 (3)湿膜厚度测试每10m2不少于5点,湿膜厚度小于60um部位补涂。 1.1.5工作区域气候条件控制:(符合标准要求) 1.2 层基层鳞片衬里施工 1.2.1施工前的确认事项: (1)湿度高或有结露时必须使用除湿机除湿。 (2)确认刷完底涂后衬里面上是否有粉层或其它异物附着等。如有,必须干净。 1.2.2衬里材料的调和 (1)配制比例:漆料:引发剂:促进剂=100:1.0:0.5(重量比)(或根据气候条件调节) (2)调和后用手持搅拌机进行充分的搅拌。 1.2.3衬里施工要领 (1)使用泥抹子与辊筒进行施工,确保厚度平均且达到预期要求。 (2)用辊筒蘸取少理苯乙烯轻轻滚压涂上的鳞片,调整表面。 (3)确保每层抹的涂层平均湿膜厚度控制在0.4-0.5厘米左右。 1.3 层基层鳞片衬里中间检查 1.3.1外观检查 目视,指触检查确认无鼓泡,伤痕、流挂痕迹、凹凸不平,硬化不良等缺陷。 1.3.2膜厚检查 使用磁石式或电磁式厚度计按2m2测一处,确认衬里厚度。 1.3.3对不合格处的处理 (1)厚度不足处必须补足厚度。 (2)凸部,表面伤痕,流挂痕迹,气泡等处在确保厚度的前提下用砂轮机磨平。 1.4第二层基层鳞片衬里施工(同 层类似) 依次类推,确保每道涂层平均湿膜厚度控制在0.4-0.4 m m左右。 1.5面层施工 1.5.1施工前的确认事项 (1)湿度高或有结露时必须使用除湿机除湿; (2)确认前道基层鳞片的硬化状态。
乙烯基玻璃鳞片胶泥厂家,乙烯基树脂作为一种新型的耐蚀高分子材料,其发展历史不足40年,但在近20余年中.由于合成工艺与技术的进步,新产品新成果不断出现。乙烯基树脂公认的高度耐蚀性能、优异的施工工艺性能越来越引起人们的关注,已逐步成为外防腐蚀工程广泛选用的耐蚀材料.下面详细介绍下乙烯基树脂及其选材。乙烯基树脂从狭义上可以定义为由甲基丙烯酸与双A型环氧或醛型环氧反应而成的树脂;而从广义上,乙烯基酯树脂指的是分子两端含有乙烯基团。
三甲基已二胺分子量158,每100份标准树脂用20-25份。固化:20℃2小时+100℃30分钟或20℃7天。性能:在适用期50克25℃45分钟,热变形温度105℃,抗弯强度1150kg/cm2,抗拉强度650kg/cm2,伸长率4.4%,冲击强度0.4尺-磅/寸。介电常数(50赫、23℃)4.0功率因数(50赫、23℃)0.001体积电阻9x1015Ω-cm。二乙胺DEAHN(C2H5)2,分子量73,活泼氢当量73,无色液体,每100份标准树脂用12份。
1.结合强度高树脂结合剂比陶瓷结合剂具有较高的结合强度,制成的磨具其机械强度比陶瓷磨具的高。可在较高的速度下使用,可承受较大的磨削压力,操作比较,因而广泛用于钢铁,汽车轴承,化工机械,建筑等行业的粗磨工序。2.具有一定的弹性树脂属于高分子化合物,具有一定的韧性和弹性形变,可以缓冲磨削压力,因而磨削效果好,有良好的抛光作用,能提高工件表面加工质量。3.适用范围广随着新型树脂的相继出现,可以制成强度和性能的树脂磨具,能作荒磨,粗磨,切割,半精磨,精磨,抛光等磨具。
稀释剂即能溶解树脂的溶剂,主要作用是降低树脂胶液黏度同时也有利于把树脂固化过程中放出的热量传递出来,可适当延长胶液的使用期。稀释剂分非活性稀释剂和活性稀释剂2类,其中非活性稀释剂本身不参与固化反应仅达到物理混合和减低黏度的目的,活性稀释剂具有环氧基、能参与环氧树脂的环氧固化反应故并无逸出之弊。说,稀释剂用量过多对性能也有一定的影响,由于稀释剂本身是短链分子、碳链比环氧树脂短,因而阻碍了链的形成、影响了成膜物的主要性能。
固化反应属于化学反应,受固化温度影响很大,温度增高,反应速度加快,凝胶时间变短;凝胶时间的对数值随固化温度上升大体呈直线下降趋势。但固化温度过高,常使固化物性能下降,所以存在固化温度的上限;必须选择使固化速度和固化物性能折中的温度,作为合适的固化温度。
乙烯基树脂是由双型或醛型环氧树脂与甲基丙烯酸反应得到的一类变性环氧树脂,通常被称为乙烯基树脂(VE),别名环氧丙烯酸树脂,为热固性树脂。乙烯基树脂秉承了环氧树脂的优良特性,固化性和成型性方面为出色,能溶解于苯乙烯以及丙烯酸系单体,由于兼具环氧和不饱和的优点,其应用领域正在不断扩大。乙烯基树脂的应用1、制作耐腐蚀FRP制品,如玻璃钢槽罐、管道、塔器以及耐腐蚀格栅等。2、防腐蚀工程,如水泥基或铁基玻璃钢衬里、高耐腐蚀地坪,度FRP制品,如玻璃钢型材、体育用品、FRP船艇等。3、重防腐玻璃鳞片涂料、鳞片胶泥。4、其他如UV油墨、重防腐工业地坪等。5、电厂脱硫防腐,耐高温,耐强酸强碱。6、化工车间工作台耐酸碱防腐等。
(1)使用泥抹子与辊筒进行施工,确保使平均厚度为0.8~1.0 mm ; (2)使用辊筒醮取少量苯乙烯轻轻滚压衬里面,调整衬里面; (3)如果需要衬二道耐磨层的使用树脂贴上玻璃布后再按同样要领进行第二层施工。 7.3.6耐磨面层施工 7.3.6.1材料的调和 (1)配制比例:漆料 :引发剂:促进剂 = 100 :1.2: 0.5(重量比)(或根据气候条件调节); (2)充分搅拌,并调整至适当粘度。 7.3.6.2施工要领: (1)上下、左右滚动,均布物料; (2)拐角或者滚筒难以施工的部位刷涂; (3)施工时测试湿膜厚度,不足400μm部位补涂; (4)在涂层未固化前流淌的物料; (5)使用辊筒醮取少量苯乙烯轻轻滚压衬里面,调整衬里面。 7.3.7面层衬里终检查 在面层鳞片硬化后进行以下终检查。 外观检查:目视、指触等确认无鼓泡、伤痕、流挂、凹凸、硬化不良等缺陷。 漏电检查:使用高压电漏电检测仪扫描衬里面(速度为300~500mm/s)。确认有无针孔缺陷(检查电压为4000V/mm)。 厚度检查:使用磁性测厚仪按每2m2测一处确认衬里层的厚度。达到设计保证性能厚度。 敲击检查:使用木制小锤轻击衬里层,根据无异常声响确认衬里无鼓泡或衬里不实。 7.4FRP内插管施工规范 7.4.1需内衬的钢管仅限于碳钢管; 7.4.2内衬管应在衬里施工前安装; 7.4.3FRP管应预制螺栓孔并比实际安装长度要长; 7.4.4所有的内插管应根据的要求进行修剪出合适的角度和长度; 7.4.5FRP管的背面和及伸出须胶粘的部位应粗化表面; 7.4.6安装施工前应检查法兰的背面和接管的外表面是否粗化,如有未粗化的地方应用砂轮片或砂纸使其粗化 7.4.7在单面接管和须双法兰内衬的内插管,接管内表面从接管头部向法兰方向至少粗化25mm的距离以利于玻璃钢加强; 7.4.8FRP内插管前应检查清洁情况; 7.4.9在FRP内插管之前,钢管内表面和法兰面应喷砂、清洁、底漆; 7.4.10胶粘剂是树脂; 7.4.11用腻子刀或灰刀涂抹胶粘剂至内插管的法兰背面和接管的外表面,一般厚度在1.5mm厚,实际情况应根据其和钢管的间隙确定,以无间隙为准。 齐平内插管 (1)内插管从外部慢慢地旋转插入,利于气泡散出,直至内插管法兰和钢管法兰孔眼对齐,用绳索压紧法兰面,并用沾有苯乙烯的刷子赶尽多余的胶粘料(螺栓孔、法兰面、边角等处); (2)胶粘料固化后内插管和壁的连接处加强(用树脂浸润玻璃纤维毡)2层,加强处延伸范围至少壁75mm,内插管25mm; (3)加强层固化后进行内衬层施工,施工应覆盖加强区域; 8、内衬中的保护与隔离 8.1不需防腐内构件的屏蔽保护:内构件用三防布包覆,用胶带粘附在内构件上,内构件在和碳钢连接的部位留出30~50mm喷砂宽度。 8.2人孔/接管口采用塑料布或彩条布捆扎,防止雨水渗入。 8.3挡板用篷布遮盖,防止喷砂损伤及喷涂溅料。 8.4在膨胀节处用三防布与外界隔开,防止砂子飞溅到外部施工场地。
在浙江省金华市采购阻燃玻璃鳞片胶泥价格请认准君达节能科技有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:张建涛经理-13653268892,QQ:1132061688,地址:廊坊市大城县)。








