以下是:油缸管厂家的产品参数
产品参数 产品价格 5 发货期限 电仪 供货总量 不限 运费说明 3天 材质 钢管 属性 精加工 类型 绗磨管 产地 聊城 品牌 九冶 油缸管厂家,九冶管业有限公司为您提供油缸管厂家,联系人:李经理,电话:17706353138、17706353138,QQ:1958857549,请联系九冶管业有限公司,发货地:丁块工业园发货到广东省 佛山市 禅城区、南海区、顺德区、三水区、高明区。 广东省,佛山市 佛山市地处中国华南地区、广东省中部、珠江三角洲腹地,中心位置位于东经113°06',北纬23°02',属南亚热带季风性湿润气候,气候温和,雨量充沛。佛山毗邻港澳、东接广州市、南邻中山市,与广州共同构成“广佛都市圈”,推进广佛同城化合作,打造国际大都市区。与中山共同构成“中佛同城”,与江门共同构建“江佛一家”。佛山是粤港澳大湾区、珠江—西江经济带、“广佛肇经济圈”“广州都市圈”重要节点城市,全国民营经济为发达的地区之一。
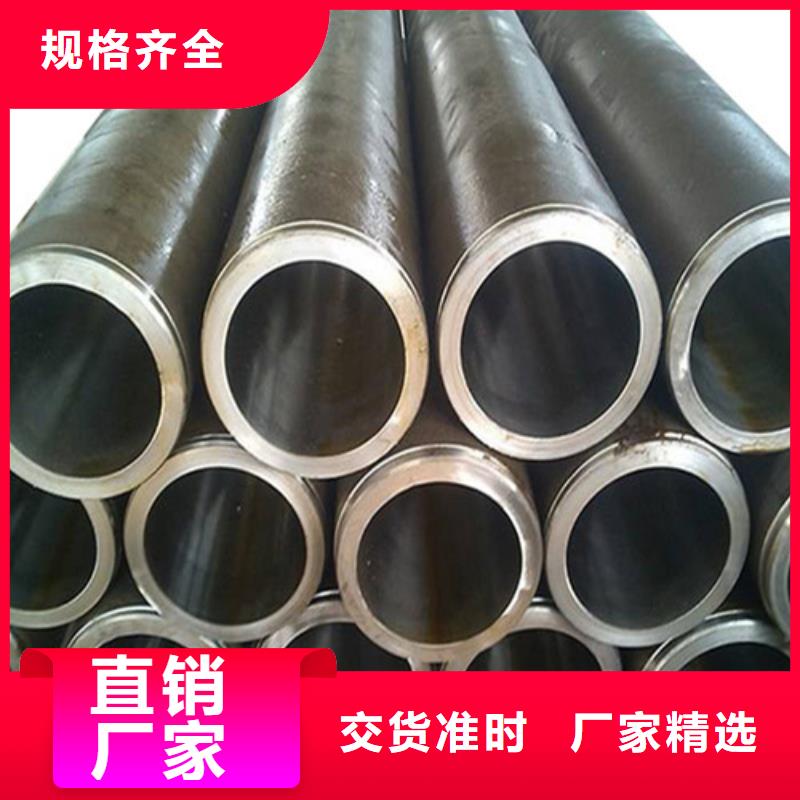
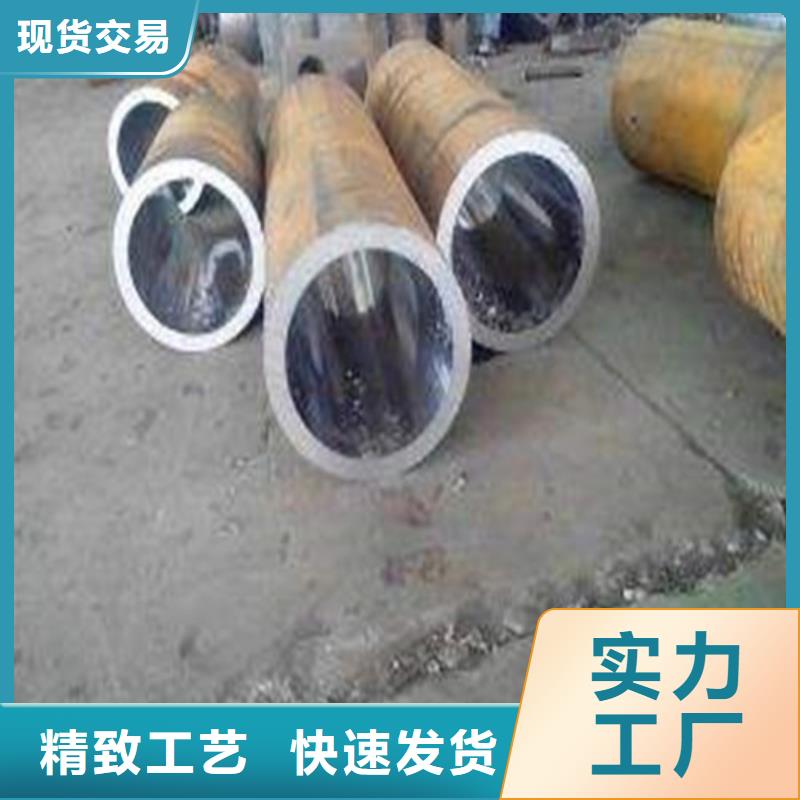
油缸管厂家视频展示,产品更生动!让您亲眼见证其优点和特点,为您的购买决策提供有力支持。以下是:油缸管厂家的图文介绍目前公司生产品种规格为:内径直径30mm—300mm,壁厚为2mm—40mm。技术条件为:内孔精度H5—H10.内孔粗糙度Ra≤0.63um,直线度≤0.3mm/m。钢号是20#—45#、16Mn, 27SiMn及部分低合金钢.标准GB8713-88。 绗磨生产主要设备:350吨全液压预应力高精度冷拔机和150吨各1台,拔机大行程12米,大拔制力为350吨。并有立式珩磨机2台,卧式珩磨机2台。
产品主要用途:液压、汽动缸筒;液压管线;旋压、纺织以及印刷机械用管;汽车减震器用管;轴套管;活塞杆以及精密合金钢管。根据客户的要求还可提供:定尺管、珩磨管以及特殊热处理管等。厚壁珩磨管制造品质规定留意的要点1、规格精密度和外观设计厚壁珩磨管的几何图形规格主要包含无缝钢管的直径、壁厚、椭圆形度、长短、弯折度、管内孔切倾斜度、焊缝视角和钝边,异性朋友无缝钢管的截面规格等。2、工艺性能规范中要求了厚壁珩磨管的“表面光洁”的规定。3、淬火?淬火在全部的冷拔管制造中是十分关键的工艺流程,淬火品质的优劣既危害无缝钢管的特性也危害氧化铁皮的。普遍的缺点有:裂痕、发纹、内折、外折、轧破、内直道、外直道、离层、结痂、凹痕、凸包、麻坑(表面)、划伤(擦破)、内螺旋式道、外螺旋式道、青线、矫凹、辊印等。在其中裂痕、内折、外折、轧破、离层、结痂、凹痕、凸包校线风险缺点;无缝钢管的表面、青线、擦破、轻度的內外直道、轻度的內外螺旋式、矫凹、辊印为一般性缺点。
冷拔珩磨管适合用在哪些领域?
像航天、航空这样的领域中,所配置的系统和零部件要求都是非常高的了,就以其发动机的环控系统中所用的管材来说,就不能随意选用。这里要给大家的是冷拔珩磨管,因为这种管材具有强度高、抗氧化、抗辐照、组织稳定性好、热加工及焊接性能优良等特点,且成本较低,因此特别适合上述那样的特殊场合。作为冷拔珩磨管的加工工艺也是极其复杂的,需要先通过热挤压或机加工得到所需尺寸的管坯;再在轧管机上经过多道次退火、冷拔加工成成品管;后再对成品管材进行热处理,获得力学性能和显微组织符合要求的管材。不管是冷拔过程中还是热处理过程中,影响其性能和质量的因素都比较多,所以对加工工艺和热处理工艺的研究是非常有必要的。
薄壁气缸管内表面磨损处理方法 薄壁气缸管存在较深纵向拉痕的,按照实物进行测绘,由专业生产厂俺珩磨管制造工艺重新生产进行更换,近资料显示,可运用TS311减磨修补修复珩磨管。减磨修补剂主要用于对磨损、划伤金属零件的修复。油缸珩磨管修复过程中,用合金刮刀在划伤表面剔除深度为1mm以上的沟槽,然后用丙酮清洗沟槽表面,用珩磨管内径仿形板调好的TS311减磨修补剂敷涂于打磨好的表面上,用力刮平,确保压实,并高于珩磨管内表面,待固化后,打磨并留出精加工余量。后通过研磨使珩磨管整体尺寸、行位公差、粗糙度达到要求。油缸珩磨管内表面与活塞密封是引起液压油缸内泻的主要因素,如果薄壁气缸管内产生纵向拉痕,即使更新的活塞密封,也不能有效的排除故障,薄壁气缸管内表面主要检查尺寸公差、行位公差是否满足技术要求,有无纵向拉痕,并测量拉痕深度,采取相应解决办
广东佛山九冶管业有限公司推行科学的企业管理,并注重实践、不断探索。通过科学细致的管理,我们j i大降低了 绗磨管生产成本,为客户带来了实惠;注重实践,使我们从生产管理到施工队伍,培养了一批技术过硬、经验丰富的技术人员;不断探索,使我们把行业发展使命与企业发展相结合,并与各专业机构及高等院校的专家密切合作,进行品质的升级及 绗磨管产品的更新,不断地追求顾客的满意。
小口径绗磨管麻点缺陷处理 在加工之前表面会有很多的麻点,这是影响小口径绗磨管质量的重要因子,要想经过绗磨后获得质量好的液压油缸管 ,就需要对这些麻点进行修复。那么,小口径绗磨管表面缺陷的修复方法有哪些呢?
1.加大冷拔变形量
增加冷拔变形道次,加大总变形量,可以达到降低麻点深度,减小珩磨磨削余量的目的。
2.优选热轧管坯料
冷拔管麻点缺陷均是由热轧管所引起的,所以,通过选择锈蚀程度小、壁厚均匀的热轧管,可以减少麻点缺陷,提高缸筒的成材率。
3.热轧管内孔缺陷清理
。
质量是产品的前提,只有质量好了,才是服务客户的根本,所以,对液压油缸管 表面的缺陷进行完美的修复,是我们对客户的大承诺
油缸管厂家,九冶管业有限公司专业从事油缸管厂家,联系人:李经理,电话:17706353138、17706353138,QQ:1958857549,发货地:丁块工业园,以下是油缸管厂家的详细页面。