

以下是:可按需定做槽钢的厂家的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 材质 Q235 类型 槽钢 长度 6米 仓库 重庆大渡口 品牌 法尔克 规格 齐全 您是想要在云南省怒江市采购高质量的可按需定做槽钢的厂家产品吗?法尔克贸易有限公司是您的不二之选!我们致力于提供品质保证、价格优惠的可按需定做槽钢的厂家产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:付经理-18983998634,QQ:756908057,地址:《重庆伏牛大道龙文钢材市场发货到云南省 怒江市 泸水市、福贡县》。 云南省,怒江傈僳族自治州 怒江傈僳族自治州,云南省辖民族自治州,位于云南省西北部,地处东经98°39′~99°39′,北纬25°33′~28°23′之间,北接西藏自治区林芝市察隅县,东北临迪庆藏族自治州,东靠丽江市,东南连大理白族自治州,南接保山市,总面积14703平方千米。截至2022年底,怒江傈僳族自治州常住人口为54.6万人。截至2023年5月,怒江傈僳族自治州辖1个县级市、1个县、2个自治县,州人民政府泸水市大练地街道。
文字或许能描绘可按需定做槽钢的厂家产品的轮廓,但视频却能赋予它生命。每一帧都是一次全新的体验,每一次点击都是一次心灵的触动。快来观看,让产品活起来!以下是:可按需定做槽钢的厂家的图文介绍
云南怒江法尔克贸易有限公司是一家集研发、生产、销售、施工及售后服务于一体的稳步快速发展的专业化 螺旋钢管厂家,总部设立于重庆伏牛大道龙文钢材市场。在打造 螺旋钢管品牌文化的同时,公司坚持用企业文化企业核心竞争力,使企业在发展中树立起良好的社会形象。“行远必自迩、追求无止境”,始终坚持质量稳定、服务周到、全程一体化服务于全国各地 螺旋钢管消费者。
镀锌溶液有镀液和无氰镀液两类。镀液中分微氰、低氰、中氰、和高氰几类。无氰镀液有碱性锌酸盐镀液、铵盐镀液、硫酸盐镀液及无氨氯化物镀液等。氰化镀锌溶液均镀能力好,得到的镀层光滑细致,在生产中被长期采用。但由于剧毒,对环境污染严重,近年来已趋向于采用低氰、微氰、无氰镀锌溶液。
原理:在盛有镀锌液的镀槽中,经过清理和特殊预处理的待镀件作为阴极,用镀覆金属制成阳极,两极分别与直流电源的正极和负极联接。镀锌液由含有镀覆金属的化合物、导电的盐类、缓冲剂、pH调节剂和添加剂等的水溶液组成。通电后,镀锌液中的金属离子,在电位差的作用下移动到阴极上形成镀层。阳极的金属形成金属离子进入镀锌液,以保持被镀覆的金属离子的浓度[1]。在有些情况下,如镀铬,是采用铅、铅锑合金制成的不溶性阳极,它只起传递电子、导通电流的作用。电解液中的铬离子浓度,需依靠定期地向镀液中加入铬化合物来维持。镀锌时,阳极材料的质量、镀锌液的成分、温度、电流密度、通电时间、搅拌强度、析出的杂质、电源波形等都会影响镀层的质量,需要适时进行控制。
现在钢材的表面镀锌主要采用的方法是热镀锌。
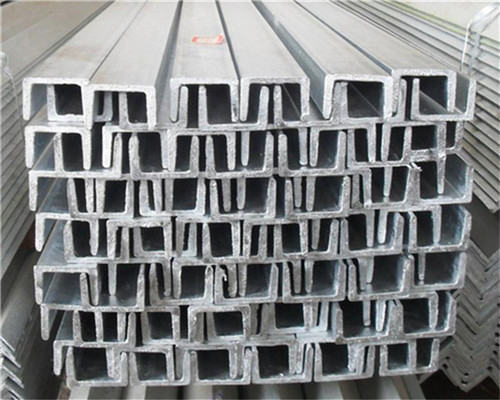
槽钢定义-槽钢型号: 槽钢是截面为凹槽形的长条钢材。其规格表示方法,如a*b*c(这里的a,b,c仅代表字母,无其他含义,和下面字母无关系),表示腰高为a毫米,腿宽为b毫米的槽钢,腰厚为c毫米的槽钢,或称(a/10)#槽钢。腰高相同的槽钢,如有几种不同的腿宽和腰厚也需在型号右边加a b c 予以区别,如25a# 25b# 25c#等。 槽钢分普通槽钢和轻型槽钢。热轧普通槽钢的规格为5-40#。经供需双方协议供应的热轧变通槽钢规格为6.5-30#。槽钢主要用于建筑结构、车辆制造和其它工业结构,槽钢还常常和工字钢配合使用。 槽钢规格型号及理论重量表: 规格(mm) 型号 单重(kg/m) 50*37*4.5 5# 5.44 63*40*4.8 6.3# 6.635 65*40*4.8 6.5# 6.7 80*43*5 8# 8.045 100*48*5.3 10# 10.007 120*53*5.5 12# 12.37 140*60*8 14#A 14.53 140*60*8 14#B 16.73 160*63*6.5 16#A 17.23 160*65*8.5 16#B 19.755 180*68*7 18#A 20.17 180*70*9 18#B 23 200*73*7 20#A 22.637 200*75*9 20#B 25.777 220*77*7 22#A 24.999 220*79*9 22#B 28.453 240*78*7 24#A 26.86 240*80*9 24#B 30.628 250*78*7 25#A 27.41 250*80*9 25#B 31.335 270*82*7.5 27#A 30.838 270*84*9.5 27#B 35.077 280*82*7.5 28#A 31.427 280*84*9.5 28#B 35.823 300*85*7.5 30#A 34.463 300*87*9.5 30#B 39.173 320*88*8 32#A 38.083 320*90*10 32#B 43.107 360*96*9 36#A 47.814 360*98*11 36#B 53.466 400*100*10.5 40#A 58.928 400*102*12.5 40#B 65.208
安钢垂400mm机组随生产节奏和产量的提高,上述剪切越来越突出,剪切质量内控达标率仅为94.2%。而且剪刃的使用寿命越来越短,平均每班更换一次,造成生产成本和职工劳动强度增加。针对这些问题,从工艺、技术和操作上进行了认真分析,并提出了相应改进措施,取得了较好效果。
1、工艺原因
该机组的设计能力为20万t/a,但产量达到了60万t/a,冷床区生产能力不足的问题很突出,与生产角钢相比,槽钢的冷却速度较慢,从而造成剪切时槽钢温度较高,极易出现塌肩、毛刺、撕裂等,并且对剪刃寿命的影响较大。
2、剪刃设计原因
槽钢剪刃设计的基本依据是槽钢成品孔型形状,如图1所示(以100#槽钢为例)。这种设计在剪切过程中易出现以下问题:一是槽钢两肩部与其他部分相比,相对较厚,所需剪切力也较大,剪刃磨损较快,剪刃使用一段时间后。这一部分相对磨损量大,致使肩部间隙较大,易出现塌肩现象;二是槽钢两腿与腰部处相比,由于剪切角度的影响,当剪刃磨损后,在剪切两腿时,剪切量变小,腿部剪切由通常的剪断变成了撕断,槽钢腿端面极易出现毛刺;三是上、下剪刃腿部斜度与槽钢成品孔型基本一致,这样在剪切时腿部基本同时受力,剪切力较大,剪刃磨损较快,一方面腿端剪切压痕严重,另一方面剪刃老化后,极易出现槽钢剪切部分撕裂、毛刺较多的现象。后两点是影响槽钢剪切质量的主要原因。
改进措施
针对上述3个问题,分别采取了相应措施。
1、针对冷床冷却速度慢的问题,在冷床区增加了水雾风机来提高冷床区的冷却速度,又在剪机前一个倍尺处增加了一组水雾喷头,降低槽钢剪切部分的温度,从而避免了因钢温高而造成的剪切。
2、针对槽钢剪刃设计存在的问题,结合生产实际情况,将剪刃设计为图2所示的形状(以100#槽钢为例)。上剪刃宽度由100mm改为99mm,减少上剪刃在左右方向的间隙,改善槽钢两角部的剪切质量;下剪刃两角部圆弧尺寸由R8mm改为R7mm,提高两角部的剪切重叠量,改善槽钢肩部剪切质量;下剪刃上边宽度由79mm改为80mm,下边宽度由97mm改为94mm,使下剪刃腿端斜度小于槽钢成品孔型斜度,这样在腿部剪切时,腿部上、下方向上不会同时受力,从而减少剪切力,改善剪切质量。
3、通过对各规格槽钢实际剪切质量和剪切间隙进行数据回归分析,制定了每种规格的剪切间隙规范,具体为:63#槽钢为0.20~0.30mm、80#槽钢为0.20~0.35mm、100#槽钢为0.25~0.35mm,120#槽钢为0.25~0.40mm,并做出厚度为0.20~1.00mm的不同垫片。每次更换剪刃时,先测量间隙,再选择相应的垫片,确保剪切间隙控制在工艺要求范围内。
镀锌槽钢,是表面镀有一层锌的槽钢材料。
今年在云南省怒江市购买可按需定做槽钢的厂家有了新选择,法尔克贸易有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的可按需定做槽钢的厂家产品。如需购买或咨询,请随时联系我们,联系人:付经理-18983998634,QQ:756908057,地址:重庆伏牛大道龙文钢材市场。







