

以下是:3pe防腐钢管实力厂商的产品参数3pe防腐钢管实力厂商,鑫方略管道防腐保温工程有限公司专业从事3pe防腐钢管实力厂商,联系人:刘娜,电话:0317-2103335、18713062227,QQ:1816517854,发货地:沧县仵龙堂乡李家铺村村南发货到陕西省 榆林市 榆阳区、神木市、府谷县、横山区、靖边县、定边县、绥德县、米脂县、佳县、吴堡县、清涧县、子洲县,以下是3pe防腐钢管实力厂商的详细页面。 陕西省,榆林市 2022年,榆林市地区生产总值6543.65亿元,同比增长5.6%。
【全新视界!】3pe防腐钢管实力厂商产品视频,带你领略产品新风尚!以下是:3pe防腐钢管实力厂商的图文介绍
3PE防腐钢管生产工艺流程 :钢管外观检查 ⑴加工前,钢管的外观应由熟练工人用目测方法逐根进行观察,钢管有无严重机械损伤、重皮、裂缝、凹陷等缺陷,检查不合格的钢管不能使用,并做出不合格标识退回。验收合格的方可用于施工。 ⑵螺纹管的管口若出现扁口情况,应及时进行找圆修复,不能修复的应报废。 第二:工作钢管除锈 ⑴首先用抓管机将需要进行防腐的钢管倒运至作业线的上管平台,采用火焰加热器装置对钢管的外表面进行预热处理,驱除钢管表面的潮气、油污、杂质等,加热温度控制在40℃~60℃,以利于提高钢管表面的除锈质量。 ⑵钢管均采用PW-380钢管抛丸除锈机进行除锈,在钢管进入抛丸室前,用橡胶垫或厚海绵制成的管口堵头堵在钢管管口的两端(如钢管自带管堵使用其自带的管堵封堵),避免钢管在除锈过程中,抛丸室内的钢丸飞入管口内,减少钢丸的损失,同时保证了钢管在除锈时钢丸的用量,经抛丸除锈后的钢管表面应达到《涂装前钢材表面锈蚀等级和除锈等级》GB/T8923—1988规定的Sa2.5级,表面的锚纹深度应按环氧粉末生产厂家提供的说明书执行。 ⑶表面预处理完后,所有的铁锈、油污、氧化皮等应干净。 ⑷逐根对钢管外表面进行检查,对可能导致涂层漏点的表面缺陷,采用合适的方法进行打磨,且打磨后的壁厚不应小于规定值。对存在疵点的钢管应剔除或予以修理。 ⑸对除锈质量不合格的钢管,应及时下线,管内抛物,然后返回生产线重新除锈。 第三:钢管表面微尘处理 ⑴钢管经抛丸除锈后,在进行下道工序环氧粉末高压静电喷涂前,采用微尘处理装置对钢管的外表面进行二次处理,将钢管外表面残留的锈粉微尘干净,并应在4小时内进行环氧粉末涂料的涂敷,若超过4小时或钢管表面出现返锈时,必须重新进行表面预处理。钢管表面进行微尘处理时,应先起动除尘装置上的引风机,再启动除尘电机;若生产需中断时,应先按下除尘电机停止按钮,再停止引风机工作。 ⑵定时清理旋风吸尘器内的粉尘,避免堆积过量,影响除尘效果。 ⑶启动微尘装置后,应经常检查引风机的工作情况。 ⑷除尘电极应按期保养,确保正常工作。 ⑸进行防腐生产时,每小时应至少检查一次钢管表面微尘处理情况。 第四:钢管预热 ⑴经微尘处理后的钢管,在进行环氧粉末涂敷前,应先进行预热处理,采用KGPS-750uw恒功率中频机给钢管进行加热,预热温度必须符合环氧粉末涂料所要求的温度,但 不得超过275℃。 ⑵检查中频循环水池水位,确保水量至少在2.5~3立方。启动中频循环水泵,检查循环水所有管路是否漏水,只有在确定循环水管路一切正常情况下,方可开始启动中频装置机。 ⑶根据不同管径钢管的送进速度及预定加热温度,用实验管在作业线上调整确定生产是中频加热的输出功率值。 ⑷使用先进的测温仪器来测量钢管预热时的温度,提高测量的准确度,以保证钢管进行粉末涂敷时,钢管预热温度在粉末涂料生产厂家的范围内。 ⑸进行防腐生产时,每小时至少测量记录一次,确定粉末涂敷时钢管的预热温度。 第五:环氧粉末滚涂或喷涂 由于热滚涂与热喷涂工艺差别较大,这里不做详细叙述。 胶粘剂涂覆与聚乙烯带缠绕 ⑴ 胶粘剂的涂覆必须在环氧粉末胶化过程中进行。 ⑵ 采用侧向缠绕工艺时,应确保搭接部分的聚乙烯及焊缝两侧的聚乙烯完全辊压密实,并防止压伤聚乙烯层表面。 第六:循环水冷却 钢管防腐层制作结束后,应及时进行冷却固定成型,可采用循环水浇涂室对防腐完的钢管进行防腐层表层的冷却,冷却采取逐段分次方式。 ⑴生产前,先启动浇涂室的循环水泵电机。 ⑵调整冷却水管各阀门开关,控制冷却水的大小,避免水流过速造成对防腐涂层的冲击,影响涂层的外观成形质量。 ⑶在钢管进入浇涂室 组传动轮前,先用 道冷却水进行冷却。这样钢管表层刚防腐上的涂层在滚动到 组胶轮上,防腐层不会破坏,保持完好。 ⑷根据管径的大小及环境温度差异,采取2~4段冷却水进行逐段分次的冷却,钢管冷却温度不高于60℃,并确保熔结环氧涂层固化完全。 ⑸涂层的外观应平整、色泽均匀、无气泡、开裂及缩孔,允许有轻度桔皮状花纹,涂层厚度应达到设计要求。 ⑹每连续生产批至少应检查第1、5、10根钢管的防腐层厚度,之后每10根至少抽检一根。 ⑺若业主有要求,应按业主要求执行。 第七:切割留头 钢管的防腐层经冷却水冷却后,按规定管端预留长度为100-120mm的要求, 第八:修磨管端留头 ⑴ 聚乙烯层端面应形成不大于30度的倒角,聚乙烯层端部外可保留不超过20mm的环氧粉末涂层。应防止防腐管端部防腐层剥离或翘起。 ⑵ 管端留头采用电动钢丝刷进行管端留头处理,操作时按2~3次分段进行,以达到标准规定要求。 ⑶ 用于修磨管端留头防腐层倒角的钢丝刷,工作面应平整,无凸凹。
陕西榆林鑫方略管道防腐保温工程有限公司服务于全国 管道配件行业,建立了完善的检验体系,并以现代高科技研发为手段,以自主知识产权的先进制造工艺技术,提供全系列搭配方案供客户选择。
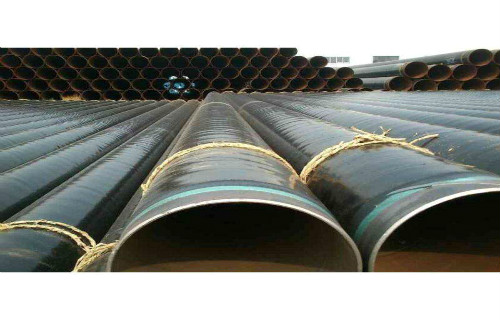
供水用3pe防腐钢管三层结构聚乙烯防腐钢管作为一个新兴的防腐类产品*近几年得到不断发展,在极多重大管道铺设方面都采用了3PE涂敷防腐工艺,3PE防腐钢管为什么在管道领域发展的如此快速,拥有一下几个方面原因:*,符合 节能政策,本项目产品符合 节能政策。在外壁做上3PE(3层结构聚乙烯)防腐介质的管道。3PE防腐是目前*为先进,*为成熟的外壁防腐技术。具备防腐性能好,使用寿命长等特点(的制造商出产的3PE防腐钢管使用寿命能达到50年),广泛使用于天然气输送,石油输送,供热,制冷等项目工程中。 3PE防腐钢管则变成是所说的3层聚乙烯防腐钢管,指的可以是经3PE防腐加工后,可以有效地防止或减缓在运输与使用过程中发生腐蚀现象的钢制管道。3PE防腐钢管3PE防腐钢管:简单说就变成是在工程要求的钢管经严密的除锈处理后3PE防腐技术综合了环氧涂层与挤压聚乙烯两种防腐层的优良性能施工方严格依据流程来,使用寿命可达30-50年;在低温条件下也具备良好的耐腐蚀和耐冲击性,PE吸水率低(低于0.01%);兼具环氧强度高,PE吸水性低和热熔胶柔软性好等,有非常高的防腐可靠性。
3PE防腐钢管一防腐层对于埋地管道的寿命来说是至关重要的,同样材质的管道,有的埋在地下几十年不腐蚀,有的几年就发生泄露。就是因为它们采用了不同的外防腐层。 3PE防腐一般由3层结构组成: di一层环氧粉末(FBE>100um) 第二层胶粘剂(AD)170~250um 第三层聚乙烯(PE)2.5~3.7mm 实际操作中将三种材料混合融为一体,经过加工使之与钢管牢固结合形成优良的防腐层。其加工方式一般分缠绕式和圆模包覆式两种。 3PE防腐钢管层的优势 3PE防腐钢管的涂层是底层与钢管面所接触的是环氧粉末防腐涂层,中间层为带有分支结构功能团的共聚粘合剂。面层为高密度聚乙烯防腐涂层。3PE防腐钢管涂层也就是(三层聚乙烯防腐涂层),是将欧洲的2PE防腐层和北美广泛使用环氧粉末防腐钢管涂层(FBE)巧妙的结合起来而产生的一种新的防腐钢管涂层。在全世界已被认可和使用已经有十多年了。 3PE防腐钢管检验流程 首先对防腐钢管进行检验,综合各种条件对钢管进行检验,使之符合制作保温钢管的条件。检查钢管有没有被腐蚀,检查并除去钢管上的绣。下一步是把除锈防腐后的钢管套在聚乙烯套管内,进行穿管成型。然就经过封头修补,在里面注入聚氨酯泡沫,要充分填满空隙,使之充分填充。检验防腐钢管,对制作完成的保温钢管进行成品的检验。 3PE防腐钢管母材在进行做防腐处理前需要对进入进管平台的钢管检查、记录,对钢管外表面进行抛丸除锈,然后对钢管外表面的清洁度及锚纹深度检查是否符合要求,不符合要求的用手砂轮打磨修合格,在管端缠绕胶带纸,微尘处理,中频加热至要求温度,环?氧?粉?末?喷?涂,胶粘剂挤出机侧缠绕,PE挤出机侧缠烧,对防腐管进行水冷却,对合格产品进行喷标识,下管平台、堆垛待发运。
今年在陕西省榆林市购买3pe防腐钢管实力厂商有了新选择,鑫方略管道防腐保温工程有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的3pe防腐钢管实力厂商产品。如需购买或咨询,请随时联系我们,联系人:刘娜-18713062227,QQ:1816517854,地址:沧县仵龙堂乡李家铺村村南。














