


以下是:不锈钢电解抛光方法适合祛除毛刺的产品参数
产品参数 产品价格 12800 发货期限 包邮 供货总量 10000 运费说明 2天 材质 不锈钢奥氏体马氏体 产地 张家港 规格 定做 类型 抛光 作用 增亮不锈钢光泽度去除焊点毛刺氧化皮等 型号 DD-808 品牌 张家港灯鼎科技 可定制 是 型号 DD-808 不锈钢电解抛光方法适合祛除毛刺_前海灯鼎实业有限公司,固定电话:18018712562,移动电话:18018712562,联系人:楚先生,QQ:858787721,宝安区沙井镇发货到四川省 成都市 锦江区、青羊区、金牛区、武侯区、成华区、龙泉驿区、青白江区、新都区、温江区、金堂县、双流区、郫县、大邑县、蒲江县、新津区、都江堰市、彭州市、邛崃市、崇州市 发货到 四川省成都市。 四川省,成都市 成都市是国务院批复确定的重要的高新技术产业基地、商贸物流中心和综合交通枢纽、西部地区重要的中心城市,重要的电子信息产业基地;成渝地区双城经济圈核心城市,区域经济中心、科技中心、世界文化名城和国际门户枢纽,西南地区的科技中心、商贸中心、金融中心和交通、通信枢纽,中国人民解放军西部战区驻地,截至2021年底,拥有创新平台130家、企业技术中心54家,世界500强企业落户312家,是第31届世界大学生夏季运动会的举办地。
别再纠结于文字描述了,观看视频,让不锈钢电解抛光方法适合祛除毛刺产品为你展现真实魅力!
以下是:不锈钢电解抛光方法适合祛除毛刺的图文介绍
电解抛光注意事项:
1.工件下槽前不能有水迹,否则会使工件上产生麻点。
2.抛光液不可接触皮肤。
3.作业人员在操作时需要戴好劳动保护用具,必须避免 液与皮肤的接触。
4.废液在排放时需要加入片碱中和到中性(PH值为7)时排放。
5.本产品不燃不爆,但应避免阳光直射,不使用时封好盖后在45摄氏度以下存放
不锈钢门花产业越来越受到更多人的青睐,不锈钢电解的应用越来越广泛,电解过程中会遇到许多的问题,比如电解抛光不光亮、电解出来的不锈钢配件表面有条纹、抛光速度慢且电解不均匀,这些都是电解抛光时常见的问题,许多人并不了解电解抛光的原理,因此在实际操作过程中遇到的问题也不知道该怎么去解决,通过上次提到的不锈钢门花电解工艺,知道了不锈钢门花电解的大概程序,下面我们就来看一下电解抛光的原理,通过了解电解抛光的原理我们就会知道在电解抛光过程中该注意哪些问题,才会将不锈钢门花配件电解的更好。电解抛光是利用金属表面微观凸点在特定电解液中和适当电流密度下﹐发生阳极溶解以对电解工件进行抛光的一种电解加工技术﹐又称电抛光﹐英文简称ECP。首先将需要电解的工件作为阳极接入直流电源的正极,用铅﹑铜等耐腐蚀的导电材料作为阴极﹐接入直流电源的负极。两者相距一定距离浸到电解液(一般以硫酸﹑磷酸为主要成分)中﹐在一定温度﹑电压和电流密度下﹐通电一定时间(一般为几分钟)﹐直到工件表面上的微小凸起部分溶解掉﹐变成平滑光亮的表面即可。
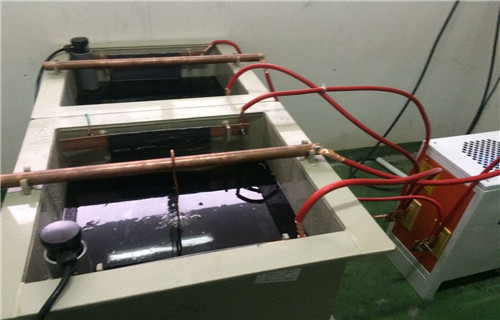
电解抛光看似简单,一个槽一台整流器装上 水就可以电解了。但真正要想做好电解抛光,其中还是有许多需要注意的细节,灯鼎公司根据多年的经验总结以下几点,希望对各位想从事由化学抛光的朋友提供帮助:
一、 电解槽的设计:电解槽常见的是长的两边做为负极,阴极材料一般采用不溶性的金属如:铅板、铅条、不锈钢板、钛板都可以。做为阴极的铅板一般宽约20~30公分,每隔10~15公分挂一块,阴极接整流器的负极电源。阳极为工作极,用来连通挂具做产品的电解。阳极即为一根铜杆固定在电解槽中间即可,一头接整流器的正极电源。电解槽的大小一般要根据所需的产能来设计,但要注意的是底部离挂且至少要留15公分以上的距离,液面一般要完全浸泡被电解工件并至少高出10公分。上挂后的工件两边各距阴极25公分左右为宜。如:上挂后的挂具总尺寸为高60公分,宽30公分,槽的尺寸高应为1米,宽90公分为宜。电解槽宜采用优质耐高温的PP塑胶类材料焊接而成,超出1立方以上还应该进行外围槽钢加固。
四川成都前海灯鼎实业有限公司是一家集 电解抛光设备的研发、生产、销售和服务的综合性企业。公司专业生产 电解抛光设备等产品。 作为一个自创性生产企业的代表,我公司一直秉承提高单个产品附加值的理念,将“提供优质产品和满意服务,为客户创造高的价值”公司使命贯彻始终,坚持以“服务,创新,专精,务实!”的公司经营理念,
在四川省成都市采购不锈钢电解抛光方法适合祛除毛刺请认准前海灯鼎实业有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:楚先生-18018712562,QQ:858787721,地址:宝安区沙井镇)。











