


以下是:螺旋钢管_欢迎您的产品参数在湖北省荆门市采购螺旋钢管_欢迎您请认准盐山全通管道有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:销售部 王经理-13832702077,QQ:752549820,地址:盐山县城南开发区发货到湖北省 荆门市 东宝区、掇刀区、京山市、沙洋县、钟祥市)。 湖北省,荆门市 荆门市是长江经济带重要节点城市,具备“铁、水、公、空、管”五位一体的现代立体综合交通运输体系;境内有焦柳、长荆、荆沙、蒙华等铁路,呼南高铁与沿江高铁于此交汇;汉江荆门组合港,通江达海;沪蓉、二广、随岳、枣潜高速,纵横交织;境内主要风景名胜有明显陵、漳河风景区、玉珑温泉等。
以下是螺旋钢管_欢迎您的现场实拍视频,让您更好地了解产品的优点和特点不容错过。
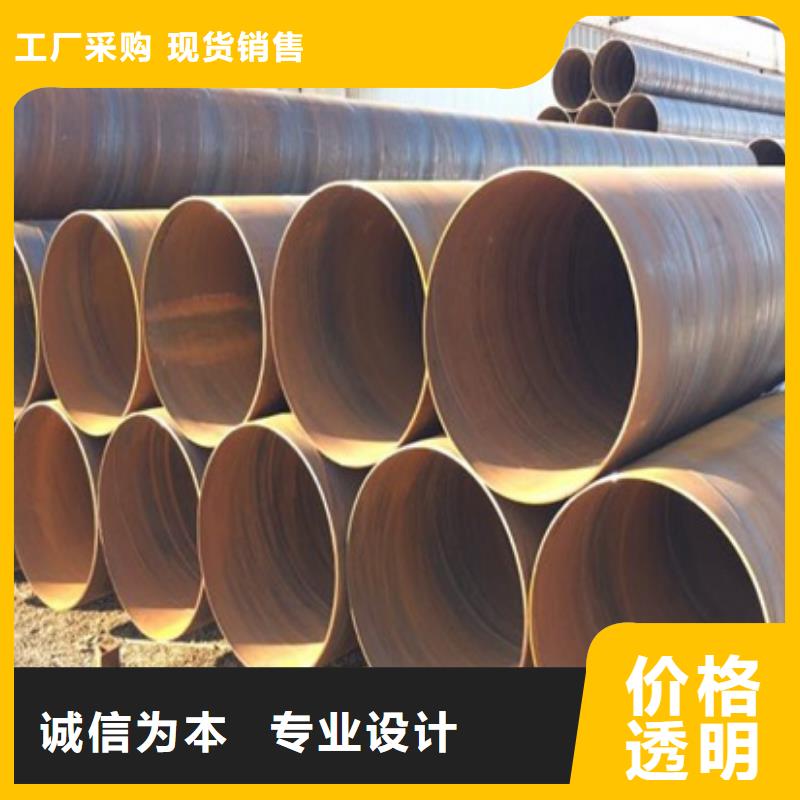
以下是:螺旋钢管_欢迎您的图文介绍
湖北荆门盐山全通管道有限公司一家以 螺旋钢管研发、生产、销售于一体的高科技企业,聚合国内先进的生产工艺、技术和原材料,并具有一支务实,的管理团队,我们对高技术的 螺旋钢管有特别的优势,也愿意在此范畴内进一步投入,加大研发力度。
公司通过多年的实践积累过程中,不断的建立和完善售后服务网络,深受用户的信赖和好评。同时公司还拥有一支高素质的研发,生产,管理和销售队伍。
螺旋焊管的生产是基本上在同一工况条件下稳定的连续流程:而直缝焊管制作工序是分段的,包括整板/压头/预卷/点焊/焊接/精整/组对等多道工序过程。这是螺旋焊管生产区别于直缝焊管生产的重要特征。稳定的生产工况非常便于焊接质量的控制和几何尺寸的保证。由于螺旋焊管管型规整、焊缝均匀分布,相对于直缝焊管,螺旋钢管有非常好的管口椭圆度和端面垂直度,保证了现场钢管焊接组对时的组对精度。·对输送介质流动特性的影响输送管线中的压降和管子的长度、流体粘滞系数、流体速度、流体阻力系数都成正比,而和管子的内径成反比。而流体阻力系数既与雷诺数有关,又与管子内壁表面的粗糙度有关。经测定,管子内壁表面的粗糙度所起的影响要比局部隆起的面积(如螺旋形的焊缝或纵长的焊缝、甚至包括内环形焊缝)所起的影响大十倍。生产与管理螺旋焊缝钢管的生产能体现出优质的优势。一台螺旋焊管机组的生产量相当于5-8台直缝焊管设备,如何使多台卷管设备生产线都能够达到同一制作标准,即按统一的生产工艺规范和质量保证体系生产以满足焊接质量要求与管道制造等级将是一项繁重的工作。多头生产势比增加工程管理与质量监督的工程量。多台直缝卷管机组及相应的焊接设备,其操作人员的操作技能、质量意识、分布的点和控制程序的差异将带来生产管理、计划进度、检查验收、交付协调等方面的诸多困难,极易造成管理与协调上的忙乱和生产厂家与施工单位的质量推诿。
大口径螺旋焊管(双面埋弧螺旋焊管)是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管.原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。采用外控或内控辊式成型。每批钢管头三根要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接规范。采用空气等离子切割机将钢管切成单根。焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时缺陷。切成单根钢管后,每批钢管头三根要进行严格的首检制度,检查焊缝的化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格。焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经。带钢对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查。每根钢管经过静水压试验,压力采用径向密封。试验压力和时间都由钢管水压微机检测装置严格控制。
大口径螺旋焊管(双面埋弧螺旋焊管)是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管.原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。采用外控或内控辊式成型。每批钢管头三根要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接规范。采用空气等离子切割机将钢管切成单根。焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时缺陷。切成单根钢管后,每批钢管头三根要进行严格的首检制度,检查焊缝的化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格。焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经。带钢对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查。每根钢管经过静水压试验,压力采用径向密封。试验压力和时间都由钢管水压微机检测装置严格控制。
供水用防腐钢管环氧煤沥青是目前广泛用于埋地钢制管道外壁防腐涂装的涂料品种。本漆为无溶剂的双组份环氧树脂防腐漆,常温自干,具有抗微生物,电绝缘性能好,耐土壤、污水、潮湿、湿热、冷热交替等环境下的腐蚀。本品也称为环氧煤沥青防腐漆。本品在环氧煤沥青防腐涂层中,作为中间漆、面漆使用。无溶剂环氧煤沥青漆是由环氧树脂、煤焦油沥青、防锈颜料、体质颜料、助剂组成,组份二为固化剂。本品不含或含有微量溶剂。主要用于埋地、接触地面的钢铁管道外壁、钢构件及水泥构件防腐,作为防腐、重防腐涂料,有以下性能要求:高膜厚:环氧煤沥青防腐漆,通常涂装膜厚在300μm以上,因此必须选用厚浆型或者无溶剂型,普通型环氧煤沥青漆并不适合重防腐涂装,会增加施工成本及涂装周期。施工性:重防腐涂装中,要求环氧煤沥青漆能够采用无气喷涂或者刷涂辊涂一次涂装较高的膜厚,不流挂。适当的耐候性:环氧煤沥青漆涂装完成后,管道通常会露天存放,适当的耐候性可以保证露天存放不会降低涂料的防腐性能。基本防腐性能:具有抗微生物,电绝缘性能好,耐土壤、污水、潮湿、湿热、冷热交替等环境下的腐蚀。
环氧煤沥青防腐钢管就是我们常说的几布几油,常见的有一布两油,三布两油,五步三油,七布四油。环氧煤沥青防腐螺旋钢管组份为环氧煤沥青底漆和面漆,都是以环氧树脂和煤沥青为主要成膜物,添加各种防锈颜料、绝缘性填料、增韧剂、流平剂、稀释剂、防沉剂等制成。外观:底漆甲组分铁红色,乙组分黑色,面漆均为黑色。具有优异的耐化学介质腐蚀性和良好的物理机械性能,粘结力好,涂膜坚韧,并有优异的电绝缘性和抗渗透性,抗杂散电流和抗微生物侵蚀性,成膜后,可减少施工道数。主要的执行标准SY/T 埋地钢质管道环氧煤沥青防腐层技术标准》和SY/T《钢质管道液体环氧涂料内防腐层技术标准》。主要用于埋地或水下钢质输油、输气、供水、供热管道的外壁防腐,也适用于各类钢结构、码头、船舶、水闸、煤气储罐、炼油化工厂设备防腐及混凝土管、污水池、?**??防水层、卫生间、地下室等混凝土结构的防水和防渗漏。 环氧煤沥青防腐蚀涂料由环氧与煤沥青两种主要成分组成,是甲(环氧)乙(固化剂)双组份涂料,具有优良的附着力、坚韧性、耐潮湿、耐水、耐化学介质,具有防止各种离子穿过漆膜的性能,具有与被涂物件同膨胀同收缩的特性。
环氧煤沥青防腐钢管就是我们常说的几布几油,常见的有一布两油,三布两油,五步三油,七布四油。环氧煤沥青防腐螺旋钢管组份为环氧煤沥青底漆和面漆,都是以环氧树脂和煤沥青为主要成膜物,添加各种防锈颜料、绝缘性填料、增韧剂、流平剂、稀释剂、防沉剂等制成。 环氧煤沥青防腐钢管 见上图所示外观比底漆甲组分铁红色,乙组分黑色,面漆均为黑色。具有优异的耐化学介质腐蚀性和良好的物理机械性能,粘结力好,涂膜坚韧,并有优异的电绝缘性和抗渗透性,抗杂散电流和抗微生物侵蚀性,成膜后,可减少施工道数。 执行标准可分为SY/T 0447-96《埋地钢质管道环氧煤沥青防腐层技术标准》和SY/T 0457-2000《钢质管道液体环氧涂料内防腐层技术标准》。主要用途埋地或水下钢质输油、输气、供水、供热管道的外壁防腐,也适用于各类钢结构、码头、船舶、水闸、煤气储罐、炼油化工厂设备防腐及混凝土管、污水池、?**??防水层、卫生间、地下室等混凝土结构的防水和防渗漏。
供水用螺旋缝焊接钢管焊缝气孔不仅影响管道焊缝致密性,造成管道泄漏,而且会成为腐蚀的诱发点,严重降低焊缝强度和韧性。焊缝产生气孔的因素有:焊剂中的水分、污物、氧化皮和铁屑,焊接的成份及覆盖厚度,钢板的表面质量以及钢板边板处理,焊接工艺及钢管成型工艺等。焊剂成分。焊接含有适量的CaF2和SiO2时,会反应吸收大量的H2,生成稳定性很高且不溶于液态金属的HF,从而可以防止氢气孔的形成。气泡。气泡多发生在焊道,其主要原因是氢气依旧以气泡的形式隐藏在焊缝金属内部,所以,这种缺陷的措施是首先必须焊丝和焊缝的锈、油、水分及湿气等物质,其次是必须很好地烘干焊剂除去湿气。此外,加大电流、降低焊接速度、减慢熔化金属的凝固速度也是很有效的。
螺旋焊接钢管是将低碳碳素结构钢或低合金结构钢钢带按一定的螺旋线的角度(叫成型角)卷成管坯,然后将管缝焊接起来制成,它可以用较?**的带钢生产大直径的钢管。其规格用外径*壁厚表示,焊管应保证水压试验、焊缝的抗拉强度和冷弯性能要符合规定。 从焊接工艺而言,螺旋焊管与直缝钢管的焊接方法一致,但直缝焊管不可避免地会有很多的丁字焊缝,因此存在焊接缺陷的机率也大大提高,而且丁字焊缝处的焊接残余应力较大,焊缝金属往往处于三向应力状态,增加了产生裂纹的可能性。而且,根据埋弧焊的工艺规定,每条焊缝均应有引弧处和熄弧处,但每根直缝焊管在焊接环缝时,无法达到该条件,由此在熄弧处可能有较多的焊接缺陷。螺旋钢管生产厂家高频感应圈应尽量接近挤压辊位置。若感应圈距挤压辊较远时,有效加热时间较长,热影响区较宽,焊缝强度下降;反之,焊缝边缘加热不足,挤压后成型不良。阻抗器是一个或一组焊管专用磁棒,阻抗器的截面积通常应不小于钢管内径截面积的70%,其作用是使感应圈、管坯焊缝边缘与磁棒形成一个电磁感应回路,产生邻近效应,涡流热量集中在管坯焊缝边缘附近,使管坯边缘加热到焊接温度。阻抗器用一根钢丝拖动在管坯内,其中心位置应相对固定在接近挤压辊中心位置。开机时,由于管坯快速运动,阻抗器受管坯内壁的磨擦而损耗较大,需要经常更换。大口径直缝钢管是由钢板卷制而成的,在卷制完成后需要进行焊接,一般进行三步的焊接,预焊,外焊,内焊。焊制完成后需要进行探伤检测。出口的钢管需要进行坡口,刷漆,加管帽。根据客户的要求进行长度处理。一般就分为定尺长度和不定尺长度。主要的执行标准有GB/T3091,GB/T9711,API。其中GB/T9711分为三个部分:A级钢、B级钢、C级钢。大口径厚壁直缝钢管是一种用量大、可靠性高的油气输送管道用钢管。
今年在湖北省荆门市购买螺旋钢管_欢迎您有了新选择,盐山全通管道有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的螺旋钢管_欢迎您产品。如需购买或咨询,请随时联系我们,联系人:销售部 王经理-13832702077,QQ:752549820,地址:盐山县城南开发区。









