

以下是:螺旋管3厂家,货源足的产品参数您是想要在广东省中山市采购高质量的螺旋管3厂家,货源足产品吗?彦发金属材料销售有限公司是您的不二之选!我们致力于提供品质保证、价格优惠的螺旋管3厂家,货源足产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:周彦辉-13803339851,QQ:1453191395,地址:《长安区体育北大街与古城东路交叉口北高营钢材市场A区19号发货到广东省 中山市 》。 广东省,中山市 2022年,中山市实现地区生产总值为3631.28亿元,同比增长0.5%。
精心打磨的产品视频已准备就绪,它将带您深入螺旋管3厂家,货源足的魅力世界,让您重新发现产品的无限可能。以下是:螺旋管3厂家,货源足的图文介绍
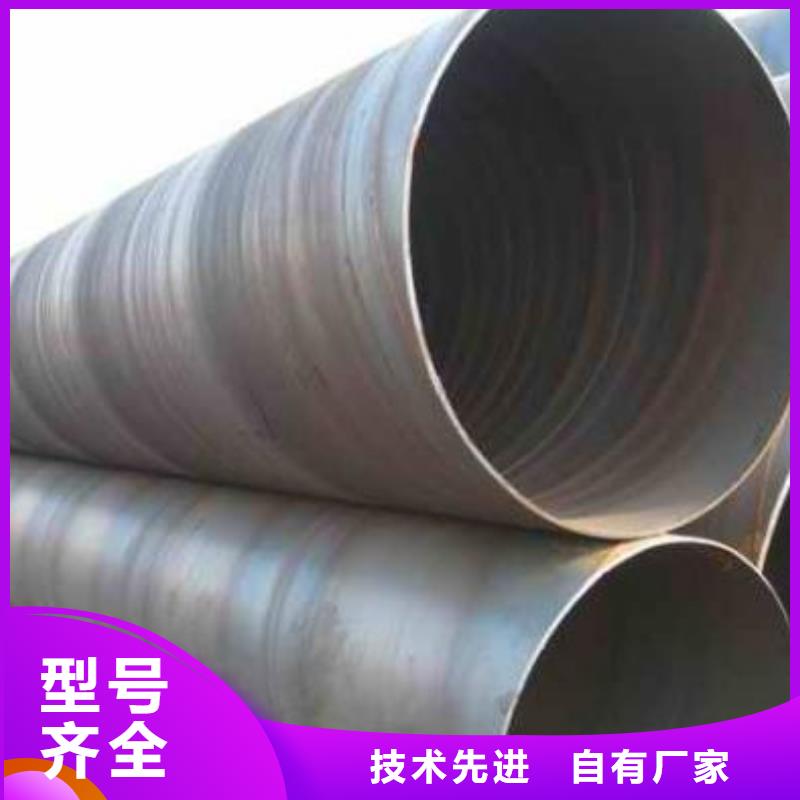
螺旋钢管焊缝气孔产生的诱发点
螺旋钢管焊缝产生气孔的因素有:焊剂中的水分、污物、氧化皮和铁屑,焊接的成份及覆盖厚度,钢板的表面质量以及钢板边板处理,焊接工艺及螺旋钢管成型工艺等。
相关防治措施为:
1焊剂成分。焊接含有适量的CaF2和SiO2时,会反应吸收大量的H2,生成稳定性很高且不溶于液态金属的HF,从而可以防止氢气孔的形成。
2焊剂的堆积厚度一般为25-45mm,焊剂颗粒度大、密度小时堆积厚度取大值,反之取小值;大电流、低焊速堆积厚度取大值,反之取小值,此外,夏天或空气湿度大时,回收的焊剂应烘干后再使用。3钢板表面处理。为避免开卷矫平脱落的氧化铁皮等杂物进入成型工序,应设置板面清扫装置。
4钢板板边处理。钢板板边应设置铁锈和毛刺装置,以减少产生气孔的可能。装置的位置好安装在铣边机和圆盘剪后,装置的结构是一边2个上下位置可调整间隙的主动钢丝轮,上下压紧板边。
5焊缝形貌。螺旋钢管焊缝的成型系数过小,焊缝的形状窄而深,气体和夹杂物不容易浮出,易形成气孔和夹渣。一般焊缝成型系数控制在1.3-1.5,厚壁螺旋钢管取大值,薄壁取小值。
6减小次级磁场。为了减少磁偏吹的影响,应使工件上焊接电缆的连接位置仅可能远离焊接终端,避免部分焊接电缆在工件上产生次级磁场
坚持以质量求生存,以效益求发展,以服务求信誉的经营方针,始终将用户的需求作为自己的奋斗目标。公司以市场为中心实施科技发展战略,不断研制开发新 友发镀锌管产品,扩展经营领域,推动企业的发展,力争为客户提供满意的 友发镀锌管产品和优质的服务。
保温螺旋钢管生产工艺可分为哪几个步骤
一种保温螺旋钢管的生产工艺 。它包括以下步骤:步骤一,物料准备;步骤二,管坯加热和斜轧穿孔;步骤三,毛管修整;步骤四,热扩变形定径;步骤五,热处理;步骤六,矫直;步骤七,内磨;步骤八,纠偏;步骤九,外磨;步骤十,探伤检验;步骤十一,再精整、终检和包装。本发明不但可以在大组距的范围内生产合金保温螺旋钢管,而且投资相对较小,产品质量高,生产效率较高,生产成本较低。保温螺旋钢管的主要生产流程 管坯及坯加热、管坯的穿孔、钢管的延伸、钢管的轧制、钢管定径与减径、钢管的冷却和精整 或者可以说是 钢胚的加热 穿孔 热扎 酸洗 冷拔 碳烧 切头 喷标 包装 成品。 一种保温螺旋钢管的制造方法,其特征在于:设置将具有多个轧辊的轧制机座、以互相不同的轧制方向连续配置多台的芯棒式无缝管轧机,在这样的制造生产线上对保温螺旋钢管进行轧制后,在多点上测定轧制后的钢管圆周方向上的壁厚,根据其测定结果,至少分别控制芯棒式无缝管轧机的终轧制机座上的轧辊各个轴的两端位置,以便使壁厚不均达到小。
挤压厚壁螺旋钢管设备及工艺技术
挤压是热成型的关键工序,挤压速度、挤压比、金属流动速度的设定及润漪剂的选川等都是决定产品质址的主要因素。
热挤压一般螺旋钢管玻璃粉、石里粉或硅酸盐作为润滑剂,山于石撰粉对低碳金属有污染.在不锈钢及低碳合金生产中一般不被采声H(同时石墨润滑刘对环境也有较大的影响);硅酸盐润滑剂由于制作难度大、制作成本高而未得到推J-应用。
又有效满足了金属与工其间的隔热条件而大大提高工模具的使用寿命。钢竹表而附若的玻璃润滑层通过件通酸洗就能去除,玻璃润滑剂对钢质环境均能得到很好的保护。
挤压出口的金属流动速度与挤压比和挤压速度相对应,一般控制在2-8 m/s,太快或太慢的流出速度对工模具寿命和产品质量都有影响。
热挤压时,模具和芯棒要承受高温、高压、交变应力的作川.因此选用具有耐热、高疲劳强度,抗高温龟裂和高温软化材料。
选购螺旋管3厂家,货源足来广东省中山市找彦发金属材料销售有限公司,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:周彦辉-13803339851,{QQ:1453191395},地址:[长安区体育北大街与古城东路交叉口北高营钢材市场A区19号]。












