

以下是:球墨铸铁管3制造厂家的产品参数
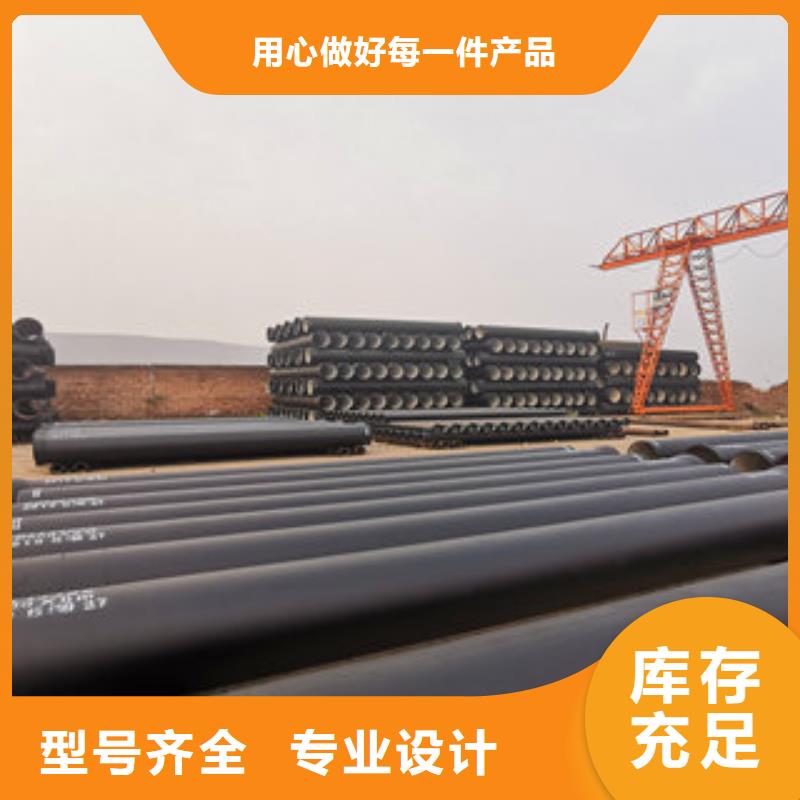
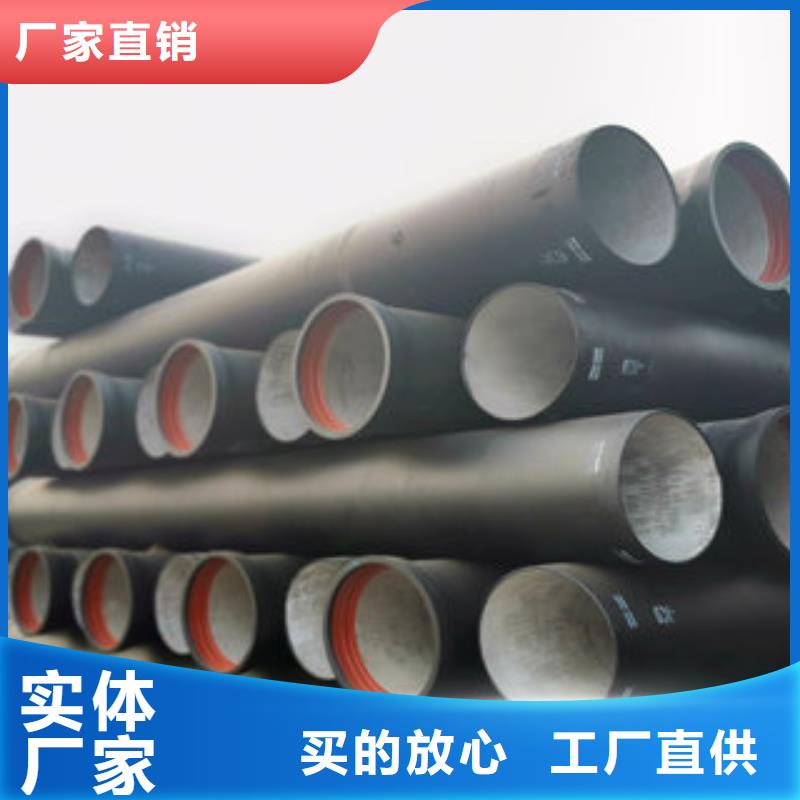
产地 山西 规格 DN100-2600 材质 铸铁 用途 供水 给水 消防 表面颜色 黑色防腐沥青 品牌 大通 长度 6米定尺 可定制 可 配送服务 可配送到工地 质量等级 正品(受理质量异议) 球墨铸铁管3制造厂家,大通铸业有限公司专业从事球墨铸铁管3制造厂家,联系人:李万路,电话:13593330377、13593330377,QQ:762474178,发货地:川底乡和村发货到广东省 珠海市 香洲区、斗门区、金湾区,以下是球墨铸铁管3制造厂家的详细页面。 广东省,珠海市 珠海市大部分地区自南宋起至民国时期属中山县(原名香山县)辖地。珠海于1979年建市,1980年设立经济特区,是中国早设立的经济特区之一。中国内地与中国香港、中国澳门同时陆路相连的城市。重要的口岸城市,设有拱北、横琴、青茂、港珠澳大桥珠海公路、珠澳跨境工业区5个陆运口岸,九洲港、湾仔港轮渡客运、珠海港、斗门港、万山港5个水运口岸,共10个一类口岸,是仅次于深圳的中国第二大口岸城市。
我们为您呈现了球墨铸铁管3制造厂家产品的视频介绍,相较于图文,视频更能展现产品的真实面貌和细节。不妨点击观看,感受产品的魅力。
以下是:球墨铸铁管3制造厂家的图文介绍
送电熔化 将电炉功率调至大进行熔化, 由于Cr 的熔炼损耗较大( 约5 % ~15 %) , 故铬铁应在后加入, 通常是待废钢全部熔化后加入烤红的铬铁。脱氧 待金属炉料全部熔化并提温至1480 ℃后, 再加入锰铁、硅铁及铝进行脱氧。球墨铸铁管浇注 在中频感应炉中熔化, 温度不必太高,温度达到1480 ℃时即可出炉, 铁液在包内应停留一段时间进行镇静, 视工件大小不同可在1380 ~1410 ℃之间进行浇注。在插口外表面和胶圈上涂刷润滑剂:将润滑剂均匀地涂刷在承口安装好的胶圈内表面、在插口外表面涂刷润滑剂时要将插口线以外的插口部位全部刷匀。 下管:应按下管的要求将管子下到槽底,通常采用人工下管法或机械下管法。 安装机具设备:将准备好的机具设备安装到位,安装时注意不要将已清理的管子部位再次污染。 顶推管子使之插入承口:在安装时,为了将插口插入承口内较为省力、顺利。首先将插口放入承口内且插口压到承口内的胶圈上,接好钢丝绳和倒链,拉紧倒链;直到插口插入承口全部到位,承口与插口之间应留2mm左右的间隙,并保证承口四周外沿至胶圈的距离一致。
广东珠海大通铸业有限公司秉承“信誉至上,一丝不苟,精益求精”的经营理念,及时掌握用户的信息和要求,及时跟踪 球墨铸铁管产品使用情况,为用户提供真诚服务,把优良的 球墨铸铁管产品提供给广大客户。
广东珠海大通铸业有限公司遵循诚信经营,货真价实,服务的宗旨,赢得了用户,拓展了市场,建立了销售网络,以质量求信誉,以信誉求发展,以雄厚的实力、优良的 球墨铸铁管产品、优惠的价格深得新老用户的信赖;欢迎来电垂询或亲临指导。
球墨铸铁管道焊接时应按本章和现行的行业标准《钢质管道焊接及验收》SY /i" 4103的有关规定执行. 在管道焊接生产中,对于任何初次使用的钢种,焊接材料和焊接方法都应进行焊接工艺试0和评定.焊接工艺试验和评定应符合《钢质管道焊接及验收》SY/T 4103-1995第5章的规定. 安装单位已有的焊接工艺评定结果在新建工程上使用时,需要进一步确认.当其中任何一要素与实际情况不符时,依据规范中焊接T.艺评定规程中的要求,确球墨铸铁管定是否重新进行焊接工艺评定. 根据合格的焊接工艺评定报告编制焊接工艺规程. 参加焊接作业人员必须是按照焊接工艺规程,经过考试取得相应资格的合格焊工,焊工按取得的相应项目施焊.焊工资格考试按照(钢质管道焊接及验收》5Y/r 4103-1995的规定执行. 作为特种铸造管件,球墨铸铁管道焊接规定又有什么不同的呢? 规定焊接工艺评定、焊接操作规范及焊工考试等相应内容的标准很多.作为球墨铸铁管道工程建设的行业标准,《钢质管道焊接及验收规范》SY/T 4103对上述内容做出了详细规定,适用于站内工艺金属管道的焊接,因此在此次修订中引用为保证焊接质量,通过焊接工艺试验和评定,确定焊接工艺的可行性. 有经验的承包商往往积累了很多经验,球墨铸铁管以往的焊接经验在新工程中使用前需要确认,认可的焊接工艺可以避免重复试验.
球墨铸铁管3制造厂家_大通铸业有限公司,固定电话:13593330377,移动电话:13593330377,联系人:李万路,QQ:762474178,川底乡和村 发货到 广东省珠海市。













