

以下是:325螺旋输送机良心品质的产品参数
别名:螺旋给料机 材质:碳钢 品牌:衡泰 输送量: 1-100吨 功率:7.5 加工定制:是 输送距离:定制 适用领域:工业 325螺旋输送机良心品质,衡泰重工机械制造有限公司为您提供325螺旋输送机良心品质,联系人:刘经理,电话:0317--5278908、18731729180,QQ:3100195594,请联系衡泰重工机械制造有限公司,发货地:南仓街发货到辽宁省 沈阳市 沈河区、大东区、皇姑区、铁西区、苏家屯区、东陵区、沈北新区、于洪区、辽中区、康平县、法库县、新民市。 辽宁省,沈阳市 沈阳是历史文化名城,清朝发祥地,素有“一朝发祥地,两代帝王都”之称。明天启五年(1625年),清太祖努尔哈赤迁都于此,皇太极建盛京城,并在此建立中国清朝,沈阳一跃为清代两京之一的盛京皇城,开始成为东北中心城市。新中国成立后,沈阳成为中国重要的以装备制造业为主的重工业基地,被誉为“共和国装备部”,有“共和国长子”和“东方鲁尔”的美誉。
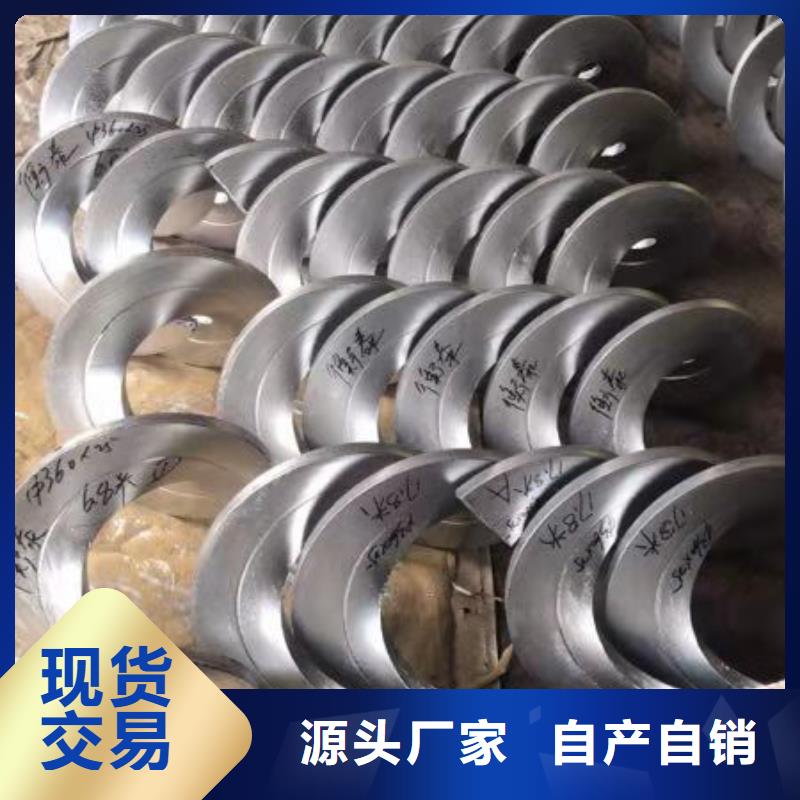
我们为您准备了325螺旋输送机良心品质产品的全新视频介绍,视频中的每一帧,都是产品的真实写照以下是:325螺旋输送机良心品质的图文介绍辽宁沈阳衡泰重工机械制造有限公司自成立以来,始终遵循“科技向导,服务先行,诚信为本”的经营理念,坚持以客户的大利益为己任,注重 螺旋输送机产品的研发投入。严格按照ISO9000质量管理体系的标准运行,求精务实创新奋进,为各界客户提供符合各区域特点的优质 螺旋输送机产品及完美解决方案。
构件尺寸:输送机的构件尺寸包括输送带宽度、板条宽度、料斗容积、管道直径和容器大小等。这些构件尺寸都直接影响输送机的输送能力。
螺旋输送长度和倾角:输送线路长度和倾角大小直接影响输送机的总阻力和所需要的功率。
操作和调试编辑
固定式输送机应按规定的安装方法安装在固定的基础上。移动式输送机正式运行前应将轮子用三角木楔住或用制动器刹住。以免工作中发生走动,有多台输送机平行作业时,机与机之间,机与墙之间应有一米的通道。
输送机使用前须检查各运转部分、胶带搭扣和承载装置是否正常,防护设备是否齐全。胶带的涨紧度须在启动前调整到合适的程度。
皮带输送机应空载启动。等运转正常后方可入料。禁止先入料后开车。
螺旋一旦穿孔完成,立即将辅助气体换成氧气进行切割。这样穿孔直径较小,其穿孔质量优于爆破穿孔。为此所使用的激光器不但应具有较高的输出功率;更重要的时光束的时间和空间特性,因此一般横流CO2激光器不能适应激光切割的要求。此外脉冲穿孔还须要有较可靠的气路控制系统,以实现气体种类、气体压力的切换及穿孔时间的控制。
焊接方法
输送机支架焊条电弧焊的焊接方法
引弧
划擦法---先将焊条对准焊件,再将焊条像划火柴似的在焊件表面轻轻划擦,引燃电弧,然后迅速将焊条提起2-4mm,并使之稳定燃烧,
敲击法---将焊条末端对准焊件,然后手腕下弯,使焊条轻微碰一下焊件,再迅速将焊条提起2~4mm,引燃电弧后手腕放平,使电弧保持稳定燃烧。这种引弧方法不会使焊件表面划伤,又不受焊件表面大小、形状的限制,所以是在生产中主要采用的引弧方法。但操作不易掌握,需提高熟练程度。
螺旋输送带跑偏时常检查的部位和处理方法有:
检查托辊横向中心线与带式输送机纵向中心线的不重合度。如果不重合度值超过3mm,则应利用托辊组两侧的长形安装孔对其进行调整。具体方法是输送带偏向哪一侧,托辊组的哪一侧向输送带前进的方向前移,或另外一侧后移。
检查头、尾机架安装轴承座的两个平面的偏差值。若两平面的偏差大于1mm,则应对两平面调整在同一平面内。头部滚筒的调整方法是:若输送带向滚筒的右侧跑偏,则滚筒右侧的轴承座应当向前移动或左侧轴承座后移;若输送带向滚筒的左侧跑偏,则滚筒左侧的轴承座应当向前移动或右侧轴承座后移。尾部滚筒的调整方法与头部滚筒刚好相反。
检查物料在输送带上的位置。物料在输送带横断面上不居中,将导致输送带跑偏。
在辽宁省沈阳市采购325螺旋输送机良心品质请认准衡泰重工机械制造有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:刘经理-18731729180,QQ:3100195594,地址:南仓街)。











