

以下是:火焰热喷锌热喷铝的产品参数
电弧喷锌施工 具备防腐资质 电弧喷铝 管道外壁喷铝 喷锌 闸门喷铝 锅炉内壁喷合金 桥梁热喷铝 喷锌 火焰喷铝 热喷铝施工: 139 6193 4918 (技术专工) 火焰热喷锌 电弧喷锌 喷铝 喷耐磨合金 喷铜 喷不锈钢 专业施工:153 8059 3638 (指导工程师) 火焰热喷锌热喷铝,华电高空工程有限公司为您提供火焰热喷锌热喷铝,联系人:朱雄飞,电话:13961934918、15380593638,QQ:784669153,请联系华电高空工程有限公司,发货地:人民路金融城发货到西藏 昌都市 江达县、贡觉县、类乌齐县、丁青县、察雅县、八宿县、左贡县、芒康县、洛隆县、边坝县。 西藏自治区,昌都市 唐代,昌都市为吐蕃王国的一部分,明清以后统称此地为康藏地区,原西藏政府称它为“朵康木”地区。自古就是“藏东重镇”。昌都地处四川、青海、云南交界的咽喉部位,是川藏公路和滇藏公路的必经之地,也是“茶马古道”的要地。处在商贸往来的枢纽地位,素有“雪域之门”的盛誉。1960年初,设昌都地区行署。地区行署驻昌都镇。?2014年10月,国务院批复撤销昌都地区和昌都县,设立地级昌都市和卡若区,以原昌都地区的行政区域为昌都市的行政区域。
不要错过我们上传的火焰热喷锌热喷铝视频!它将为您提供比图文更直观、更的产品介绍,点击观看,让您轻松了解产品详情。以下是:火焰热喷锌热喷铝的图文介绍
工艺流程
压缩空气系统经过除油、除水过滤,然后将锌丝由后手管放入喷枪并伸出枪嘴8mm,长不得超过12mm。
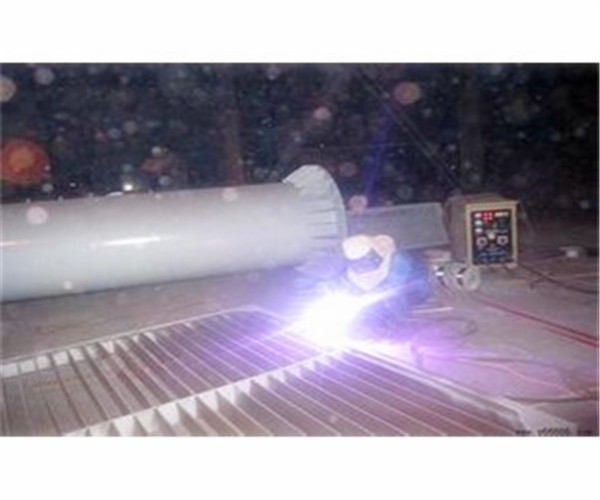
同时使用两根锌丝/铝丝通过短路熔融喷附在基底上,同时,通过压缩空气,推动锌丝/铝丝前进,并使熔融的部分形成一种雾状喷射到基体金属表面上,形成均匀涂层层。
喷涂时气体压力及流量:压缩空气气量控制在0.8-0.85Kg/m3时。
喷枪嘴至结构的垂直距离:采用100-120mm,喷嘴中心线与工作面垂直的夹角。采用角度为80°:送丝速度一般控制在120-150mm/s。
喷锌的次序重量约为2.65Kg/h左右;为了获得较均匀的涂层,喷枪移动速度必须适当。
***层较慢(***层喷涂厚度应是总厚度的40-50%);第二层稍慢(同喷漆速度大致相同);一般约为0.3-0.35m/分钟。两层之间的喷涂方向应相互垂直。为了得到质量好、厚度均匀的涂层,在喷涂面积很大时,可分若干小区,喷束宽为4cm-5cm,喷涂时喷束一般应重叠三分之一。
喷涂时间间隔:***层喷涂完毕后,应保持清洁,不允许手等触及喷涂表面,每层喷涂时在10-15分钟方可进行下一次喷涂。
喷涂环境温、湿度:喷射时环境温度为15℃左右为宜,适宜的温度可以使涂层金属与基体获得较高的附着力。若结构表面的温度0℃以下时,可先将结构面预热处理。预热温度可控制在30-40℃,从表面处理后***道喷涂完毕,其时间可根据相对温度而定。当相对湿度低80%时,为3小时;当相对湿度为80-90%时为2小时;当相对湿度超过90%时不允许喷涂。
封闭处理(喷锌/喷铝后还要喷漆)
封闭处理是热喷涂后一层的防腐工序过程,为了更好、有效地达到喷涂层的保护目的,延长其基体结构的使用寿命,必须进行封闭处理。
热喷涂,涂层表面都存在不同程度的孔隙,随着涂层孔隙率的增加,极大地影响和降低涂层的防护效果,故此,为了更长的保护年限,必须使用封闭处理,所谓封闭处理是涂刷在涂层表面上使涂层的孔隙封闭。
质量检测
为了确保设计要求和工程质量,必须对成品作***的检测。包括外观检查、厚度检查、粘结力的检查。
处理检查:
主要目测涂层外观有无杂物气泡、空洞及凸凹不平颗粒及裂洞等现象。 厚度的检查:采用磁性测厚仪进行检查。
粘结力的检查:
采用刀刮法测试粘结力强度,用小刀或螺丝刀等工具刮基体不太重要的部位或认为质量差的部位。
如果只产生新涂层的明亮刮痕,而无脱落现象,即为合格。
结构喷锌喷铝、钢箱梁桥喷锌喷铝、钢电视铁塔喷锌喷铝、大楼喷锌喷铝、送变电站机架喷锌喷铝、电力塔架喷锌喷铝、风电设备喷锌喷铝、石化喷锌喷铝
钢结构的表面处理对热喷涂涂层与基体的结合性能有很大影响。针对本工程的实际情况,钢结构表面处理采用压力式喷砂除锈法,这种施工方法即可使基体表面清洁度达到要求,也可使基体表面粗糙度达到要求。由于施工区域不同,喷砂选用不同的枪头喷射。钢桁架主梁等大面积工作区域采用150mm枪头,并配粉尘回收装置。角钢及钢桁架腹杆角钢夹缝工作区域采用12 mm枪头。
4.1.1 施工工艺:检查压力表、胶管、喷砂枪等机具正常→压缩空气进入储气罐经油,水分离器洁净→ 打开砂罐进气阀待罐内压力达到平衡→打开罐底气阀将砂粒喷射到金属基体表面。
4.1.2砂选用干燥、清洁、有棱角的河砂,砂的粒径为0.5~2.0mm。
4.1.3 喷砂施工时,施工环境相对湿度不应大于85%。构件要保持干燥。加工处理的钢材表面呈现灰白色为佳,除锈等级达到Sa3级。钢材表面粗糙度为RZ40~80 um。
4.1.4 除锈合格后,应在短时间内进行热喷锌处理。在晴天或不太潮湿的天气,间隔时间不得超过12小时;在雨天,潮湿天气下,间隔时间不得超过2小时。
烟囱维修加固防腐实力厂家、现货仓储、量大价优。大厂货源,质量稳定,24小时为您提供支持,以服务立口碑
今年在西藏昌都市购买火焰热喷锌热喷铝有了新选择,华电高空工程有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的火焰热喷锌热喷铝产品。如需购买或咨询,请随时联系我们,联系人:朱雄飞-15380593638,QQ:784669153,地址:人民路金融城。









