以下是:油缸管工艺的产品参数
材质 钢管 属性 精加工 类型 绗磨管 产地 聊城 品牌 九冶 油缸管工艺,九冶管业有限公司为您提供油缸管工艺的资讯,联系人:李经理,电话:17706353138、17706353138,QQ:1958857549,发货地:丁块工业园发货到西藏 拉萨市 城关区、林周县、当雄县、尼木县、曲水县、堆龙德庆区、达孜区、墨竹工卡县。 西藏自治区,拉萨市 拉萨市是首批历史文化名城,拉萨以风光秀丽、历史悠久、风俗民情独特、宗教色彩浓厚而闻名于世。七世纪,松赞干布统一全藏,将政治中心从山南迁到拉萨。1951年5月23日,西藏和平解放,拉萨成为自治区首府。1960年国务院正式批准拉萨为地级市。拉萨先后荣获中国旅游城市、欧洲游客喜爱的旅游城市、全国文明城市、中国感城市、中国特色魅力城市200强、世界特色魅力城市200强、2018畅游中国100城等荣誉称号。2018年4月2日,入选开展创新型城市建设的名单。2018年11月,入选中国城市小康指数前100名。
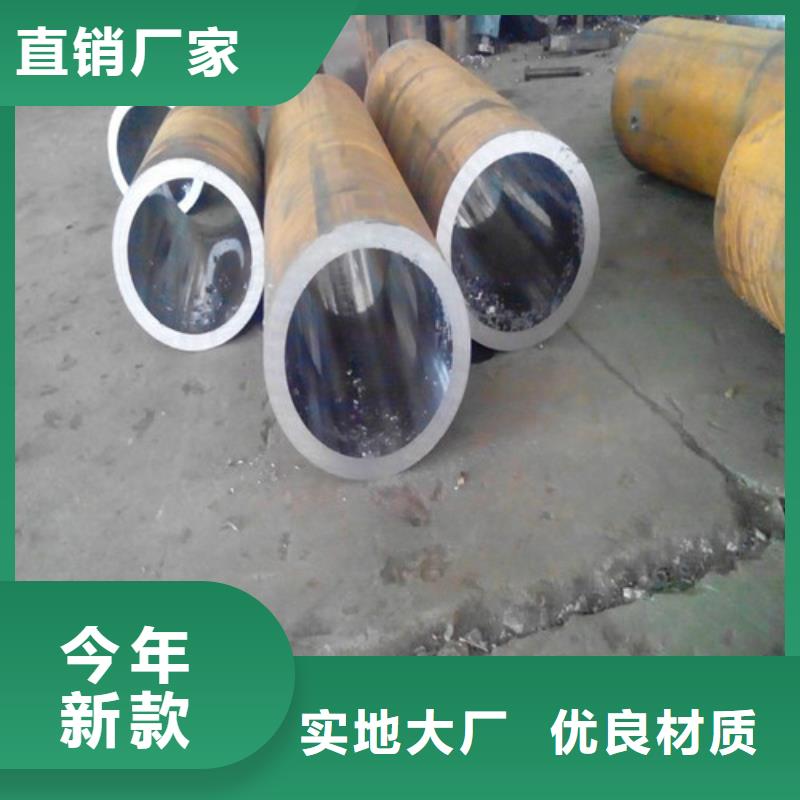
深入了解油缸管工艺产品,一部视频就够了,快来观看!以下是:油缸管工艺的图文介绍西藏拉萨九冶管业有限公司 绗磨管常备规格存货充足,可定制 绗磨管。多年来的厚积薄发,发挥其良好的商业诚信,赢得了广大供应商和销售商的大力支持,在业内享有了一定声誉。追随 绗磨管市场的不断革新,我们坚守“做精、做专、做强”的发展理念,来契合时代的变化和行业的新机遇。
滚压加工是一种无切屑加工,在常温下利用金属的塑性变形,使工件表面的微观不平度辗平从而达到改变表层结构、机械特性、形状和尺寸的目的。因此这种方法可同时达到光整加工及强化两种目的,是磨削无法做到的。无论用何种加工方法加工,在零件表面总会留下微细的凸凹不平的刀痕,出现交错起伏的峰谷现象,滚压加工原理:它是一种压力光整加工,是利用金属在常温状态的冷塑性特点,利用滚压工具对工件表面施加一定的压力,使工件表层金属产生塑性流动,填入到原始残留的低凹波谷中,而达到工件表面粗糙值降低。由于被滚压的表层金属塑性变形,使表层组织冷硬化和晶粒变细,形成致密的纤维状,并形成残余应力层,硬度和强度提高,从而改善了工件表面的耐磨性、耐蚀性和配合性。滚压是一种无切削的塑性加工方法。
绗磨管的应用知识绗磨管是一种通过冷拔或热轧处理后的一种高精密的钢管材料。由于精密钢管内外壁无氧化层、承受高压无泄漏、高精度、高光洁度、冷弯不变形、扩口、压扁无裂缝等优点,所以主要用来生产气动或液压 元件的产品,如气缸或油缸,可以是无缝管。绗磨管的化学成分有碳C、硅Si、锰Mn、硫S、磷P、铬Cr。绗磨管采用加工工艺 绗磨管采用滚压加工,由于表面层留有表面残余压应力,有助于表面微小裂纹的封闭,阻碍侵蚀作用的扩展。从而提高表面抗腐蚀能力,并能延缓疲劳裂纹的产生或扩大,因而提高绗磨管疲劳强度。通过滚压成型,滚压表面形成一层冷作硬化层,减少了磨削副接触表面的弹性和塑性变形,从而提高了绗磨管内壁的耐磨性,同时避免了因磨削引起的烧伤。滚压后,表面粗糙度值的减小,可提高配合性质。 滚压加工是一种无切屑加工,在常温下利用金属的塑性变形,使工件表面的微观不平度辗平从而达到改变表层结构、机械特性、形状和尺寸的目的。因此这种方法可同时达到光整加工及强化两种目的,是磨削无法做到的。
珩磨管加工工艺
一种珩磨管的加工工艺,尤其是抗拉强度不低于1140MPa、屈服强度不低于1030MPa、伸长率不低于16%、延伸率不低于38%,且对珩磨管加工精度要求较高的珩磨管的加工工艺。采用的加工工艺是选用合适尺寸的TC4钛合金棒材,通过开坯、自由锻及热处理工艺,矫直、打深孔、珩磨、车外圆抛光等步骤完成规定尺寸及要求的珩磨管的加工过程,加工过程简单且成本低廉,满足了我国航空航天、压力机械等领域中对高性能珩磨管的使用要求。珩磨管的加工工艺,其特征在于,珩磨管的加工工艺步骤为: a)选料:选用符合标准的合适尺寸的金属材质棒材作为加工珩磨管的原料棒材; b)开坯、自由锻及热处理工艺:对原料棒材采用开坯、自由锻及热处理工艺进行加工; c)矫直:对处理后的原料棒材进行锻锤矫直; d)打深孔:在原料棒材上打出合适尺寸的通孔后制成管材; e)珩磨:采用珩磨油石对管材的通孔进行珩磨加工,使得管材的通孔满足珩磨管所要求的尺寸及加工精度要求; f)车外圆刨光:采用车床对管材的外壁及端面进行车加工及刨光,使得管材的外径达到珩磨管要求的尺寸及加工精度要求,完成珩磨管的制作。
今年在西藏拉萨市购买油缸管工艺有了新选择,九冶管业有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的油缸管工艺产品。如需购买或咨询,请随时联系我们,联系人:李经理-17706353138,QQ:1958857549,地址:丁块工业园。