

以下是:5310国标锅炉管销售单位的产品参数
山东锅炉热喷涂 山东 5310国标锅炉管销售单位,宏合集团为您提供5310国标锅炉管销售单位,联系人:张经理,电话:06358655311、13780722348,QQ:594476388,请联系宏合集团,发货地:开发区发货到澳门 。 澳门特别行政区 澳门特别行政区(英语:Macao,葡萄牙语:Macau),简称“澳”,全称中华人民共和国澳门特别行政区,位于中国南部珠江口西侧,是中国内地与中国南海的水陆交汇处,毗邻广东省,与香港特别行政区相距60公里,距离广东省广州市145公里。澳门特别行政区由澳门半岛和氹仔、路环二岛以及路氹城(路氹填海区)组成,陆地面积32.9平方公里。截至2022年底,总人口为672800人。
为了给您提供更的5310国标锅炉管销售单位产品信息,我们上传了的产品视频。请花几分钟时间观看,您会发现更多惊喜。
以下是:5310国标锅炉管销售单位的图文介绍澳门宏合集团生产的 无缝钢管质量良好,种类繁多,规格丰富,将凭借良好的信誉,合理的 无缝钢管价格服务于广大用户。谨向对公司一贯给予关怀、支持和帮助的新老朋友和广大客户表示衷心的感谢!并真诚希望与之建立长期的合作关系,互惠互助!
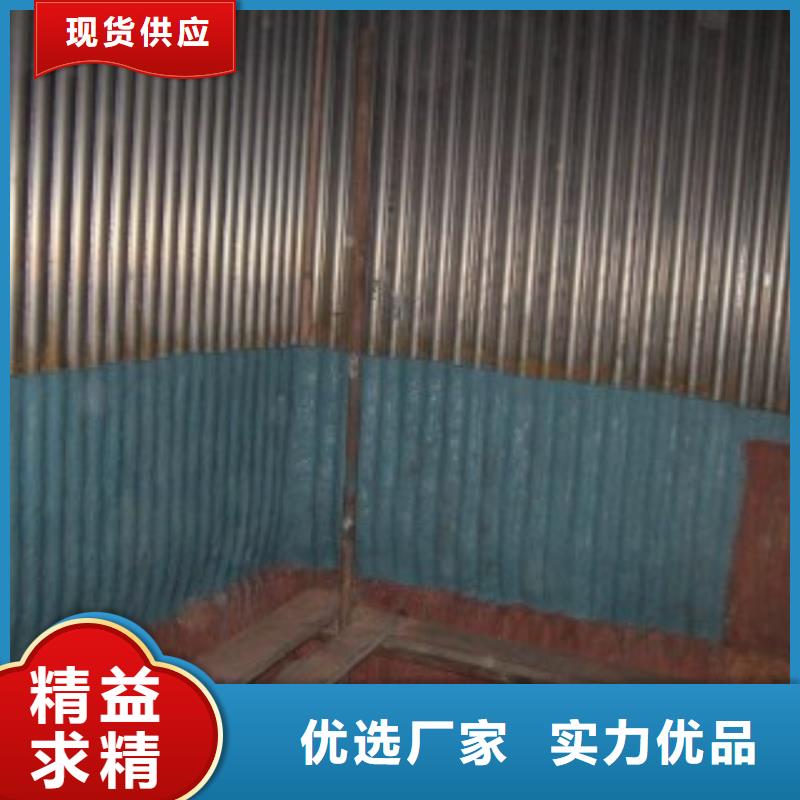
导流防磨技术的主要工作原理 水冷壁导流防磨新技术是将导流板分层安装在炉膛四壁,使携带物料冲刷水冷壁贴壁流得 带有效疏导,达到改变物料流流向降低物料流流速,隔离物料流与水冷壁的高速碰撞,极大降 低物料颗粒对水冷壁切削磨损的目的,从而从根本上解决水冷壁管磨损问题。 ★导流防磨新技术特点 ①导流板防磨新技术其本质是以疏导炉膛内颗粒物料,使其形成内循环,改变物料面壁流 向及膛内四角的物料颗粒涡流流向,使物料流倾向于中心,避免和水冷壁碰撞,从而根治面壁 流角涡流对水冷壁的接触磨损。 ②导流防磨技术所使用的导流板是耐高温、耐磨多元素合金铸造成型,温度能打1250℃, 抗拉强度≥560Mpa,该材料很好的配合了疏导型水冷壁防磨工艺,从材料上保证了该工艺的使 用寿命在6年以上。 ③导流板主要安装在炉膛四周的密相区,因其是金属材质,对热传导能起到一定的增强作 用,所以不会对锅炉内载负荷能力产生任何负面影响。 ④导流板能有效破坏物料流在不平滑管壁处形成的涡流,减少物料粒子与水冷壁的碰撞, 避免固体物料对水冷壁管的磨损,起到保护水冷壁的作用。 ⑤导流板分层安装在炉膛四周,能有效降低物料颗粒沿水冷壁管下落的速度,隔离物料流 与水冷壁管的接触,从而根本上解决了水冷壁管磨损问题。 ⑥安装简便,施工周期短。以240吨锅炉为例,施工周期仅需3天。 疏导型水冷壁防磨新工艺已被多家电厂采用,运行实践表明水冷壁加装导流板后磨损明显 减轻,连续运行2年水冷壁管磨损不超过0.1mm,尤其是浇注料过渡区不再采用其他任何防磨措 施,也不会因水冷壁磨损泄露产生停炉的烦恼,使循环流化床锅炉从频繁的非计划停炉检修转 入连续运行的良好状态,该技术对因锅炉烧干锅造成的水冷壁管变形的炉子,经合理安装 使用后同样达到防磨效果。
循环流化床锅炉水冷壁管磨损是制约循环流化床锅炉经济运行的一个瓶颈,我们通过实践,采用“疏导”型防磨工艺,加装高温耐磨梳形板导流片,降低物料颗粒沿水冷壁管下落的终端速度,隔离物料流与水冷壁管的接触,破坏物料流在不平滑管处形成的涡流,减少物料粒子与水冷壁管的碰撞,从而避免固体物料对水冷壁管的磨损,它是一种本质上不同于防护防磨(浇注料防磨,防磨护瓦防磨,喷涂防磨)技术的新理念,对水冷壁管防磨起到治标治本的作用。 疏导型水冷壁防磨工艺被多家电厂循环流化床锅炉采用近6年,运行实践证明:水冷壁管加装导流片后磨损量明显减轻,尤其是浇注料过渡区,不需要再采用其它任何防磨措施,不再有水冷壁管停炉烦恼性问题,即不影响炉内加热又不影响带负荷能力,使循环流化床锅炉从频繁的非计划停炉检修中转入连续运行3—6个月小修一次的良性循环。
火焰类喷涂
1、火焰喷涂火焰喷涂包括线材火焰喷涂和粉末火焰喷涂。线材火焰喷涂法:是早发明的喷涂法。它是把金属线以一定的速度送进喷枪里,使端部在高温火焰中熔化,随即用压缩空气把其雾化并吹走,沉积在预处理过的工件表面上。喷涂源为喷嘴,金属丝穿过喷嘴中心,通过围绕喷嘴和气罩形成的环形火焰中,金属丝的 连续地被加热到其熔点。然后,由通过气罩的压缩空气将其雾化成喷射粒子,依靠空气流加速喷射到基体上,从而熔融的粒子冷却到塑性或半熔化状态,也发生一定程度的氧化。粒子与基体撞击时变平并粘结到基体表面上,随后而来的与基体撞击的粒子也变平并粘结到先前已粘结到基体的粒子上,从而堆积成涂层。丝材的传送靠喷枪中空气涡轮或电动马达旋转,其转速可以调节,以控制送丝速度。采用空气涡轮的喷枪,送丝速度的微调比较困难,而且其速度受压缩空气的影响而难以恒定,但喷枪的质量轻,适用于手工操作;采用电动马达传送丝材的喷涂设备,虽然送丝速度容易调节,也能保持恒定,喷涂自动化程度高,但喷枪笨重,只适用于机械喷涂。在丝材火焰喷枪中,燃气火焰主要用于线材的熔化,适宜于喷涂的金属丝直径一般为1.8~4.8mm。但有时直径较大的棒材,甚至一些带材亦可喷涂,不过此时须配以特定的喷枪。粉末火焰喷涂法:它与丝材火焰喷涂的不同之处是喷涂材料不是丝材而是粉末。在火焰喷涂中通常使用乙炔和氧组合燃烧而提供热量,也可以用甲基乙炔,丙二烯(MPS),丙烷,氢气或天然气。火焰喷涂可喷涂金属,陶瓷,塑料等材料,应用非常灵活,喷涂设备轻便简单,可移动,价格低于其他喷涂设备,经济型好,是喷涂技术中使用较广泛的一种方法。但是,火焰喷涂也存在明显的不足。如喷出的颗粒速度较小,火焰温度较低,涂层的粘结强度及涂层本身的综合强度都比较低,且比其他方法得到的气孔率都。此外,火焰中心为氧化气氛,所以对高熔点材料和易氧化材料,使用时应注意。为了改善火焰喷涂的不足,提高结合强度及涂层密度,可采用将压缩空气或气流加速装置来提高颗粒速度;也可以采用将压缩气流由空气改为惰性气体的办法来降低氧化程度,但这同时也提高了成本。
真空等离子喷涂(又叫低压等离子喷涂)真空等离子喷涂是在气氛可控的,4~40Kpa的密封室内进行喷涂的技术。因为工作气体等离子化后,是在低压气氛中边膨胀体积边喷出的,所以喷流速度是超音速的,而且非常适合于对氧化高度敏感的材料。4、水稳等离子喷涂前面说的等离子喷涂的工作介质都是气体,而这种方法的工作介质不是气而是水,它是一种高功率或高速等离子喷涂的方法,其工作原理是:喷枪内通入高压水流,并在枪筒内壁形成涡流,这时,在枪体后部的阴极和枪体前部的旋转阳极间产生直流电弧,使枪筒内壁表面的一部分蒸发、分解,变成等离子态,产生连续的等离子弧。由于旋转涡流水的聚束作用,其能量密度提高,燃烧稳定,因此,可喷涂高熔点材料,特别是氧化物陶瓷,喷涂效率非常高。电热法
1、电爆喷涂:在线材两端通以瞬间大电流,使线材熔化并发生爆炸。此法专用来喷涂气缸等内表面。2、感应加热喷涂:采用高频涡流把线材加热,然后用高压气体雾化并加速的喷涂方法。3、电容放电加热:利用电容放电把线材加热,然后用高压气体雾化并加速的喷涂方法。激光法
把高密度能量的激光束朝着接近于零件的基体表面的方向直射,基体同时被一个辅助的激光加热器加热,这时,细微的粉末以倾斜的角度被吹送到激光束中。图11 激光喷涂熔化粘结到基体表面,形成了一层薄的表面涂层,与基体之间形成良好的结合(喷涂环境可选择大气气氛或惰性气体气氛,或真空下进行)
在澳门采买5310国标锅炉管销售单位到宏合集团,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:张经理-13780722348,QQ:594476388,地址:《开发区》。












