


以下是:20G无缝钢管价格合理的产品参数
材质 20G 执行标准 GB/T5310-2008/2017 规格 外径*壁厚:10-720*2-100mm 产地 天钢、华菱、冶钢、鞍钢、宝钢等 20G无缝钢管价格合理,宝富特钢有限公司为您提供20G无缝钢管价格合理的资讯,联系人:王经理,电话:13963013099、13963013099,QQ:2038512558,发货地:东外环千千佳物流院内发货到河北省 衡水市 桃城区、枣强县、武邑县、武强县、饶阳县、安平县、故城县、景县、阜城县、冀州区、深州市。 河北省,衡水市 衡水市是京津重要的农副产品加工供应基地,先后获得节水型城市、河北省优先发展公共交通示范城市等荣誉称号。2022年,衡水市实现生产总值1800.5亿元。
想了解我们的20G无缝钢管价格合理产品吗?我们为您准备了细致入微的视频介绍,让您在短时间内了解产品的精髓。
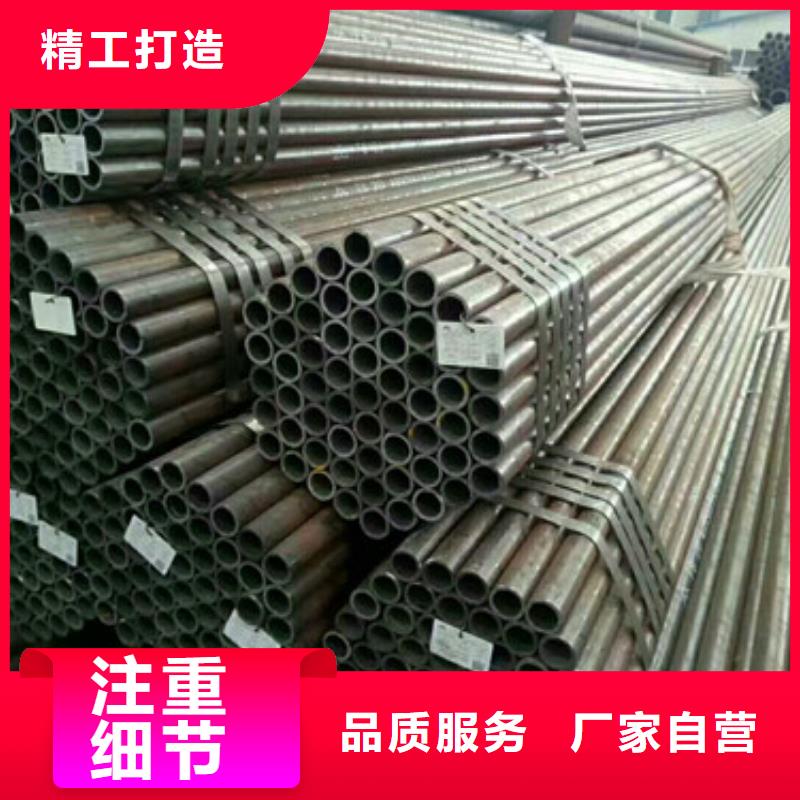
以下是:20G无缝钢管价格合理的图文介绍
为了能更好的满足客户的需求,在必要时我们还是需要进行焊接,但是在对20G无缝钢管的焊接过程中,比较容易出现一些问题,这就需要进行在进行焊接过程中,对无缝钢管进行很好的焊接处理。下面我们一起来看一下,无缝钢管在进行焊接的过程中需要注意哪些问题?
一、在20G无缝钢管焊前要进行打磨
但是必须把焊接处的镀锌层打磨掉,否则会产生气泡、沙眼、假焊等。还会使焊缝变脆,刚性下降。
二、焊接工艺控制
镀锌钢的焊前准备与一般的低碳钢是相同的,需要注意的是要认真处理好坡口尺寸和附近的镀锌层。为了焊透,坡口尺寸要适当,一般60~65°,要留有一定的间隙,一般为1.5~2.5mm;为了减少锌对焊缝的渗透,在焊之前,可将坡口内的镀锌层以后再焊。
在实际监理工作中,采用了集中打坡口,不留钝边工艺进行集中控制,两层焊接工艺,减少了未焊透的可能性。
焊条应根据镀锌管的基体材质选用,一般低碳钢由于考虑易操作性,选用J422较为普遍。
焊接手法:在焊多层焊的层焊缝时,尽量使锌层熔化并使之汽化、蒸发而逸出焊缝,可大大减少液体锌留在焊缝中。
所以,在20G无缝钢管进行的整个焊接过程中,非常容易出现缺陷问题,所以细节部分也是相当重要的,所以在进行焊接处理过程中对于技术工艺的把握还是比较重要的。
厚壁20G无缝钢管壁厚不均主要体现为螺旋状壁不均、直线状壁厚不均及头尾部壁厚偏厚、偏薄等现象。
螺旋状厚壁钢管不均的成因是穿孔机轧制中心线不正、两轧辊的倾角不等或顶头前压下量太小等调整原因造成的壁厚不均,一般沿钢管的全长呈螺旋状分布。主要措施是调整穿孔机轧制中心线,使两轧辊的倾角相等,按轧制表给定参数调整轧管机。
直线状壁厚不均的原因是芯棒预穿鞍座高度调整不合适,芯棒预穿时接触到某一面的毛管,致使毛管在接触面上温降过快,造成壁厚不均甚至拉凹缺陷。连轧轧辊间隙过小或过大。 轧管机中心线偏差。单、双机架压下量不均,会造成钢管单机架方向超薄(超厚)、双机架方向超厚(超薄)的直线型对称偏差。主要措施是调整好芯棒预穿鞍座的高度、保证芯棒与毛管对中。更换孔型及轧制规格时应测量轧辊间隙,使实际轧辊间隙与轧制表保持一致。用光学对中装置调整轧制中心线,年度大修时必须校正轧管机中心线。
头、尾部壁厚20G无缝钢管不均的原因是管坯前端切斜度、弯曲度过大、管坯定心孔不正易造成钢管头部壁厚不均。穿孔时延伸系数太大、轧辊转速太高、轧制不稳定。穿孔机抛钢不稳定易造成毛管尾部壁厚不均。措施是检查管坯质量,防止管坯前端切斜度、压下量大,更换孔型或检修均应校正定心孔。采用较低的穿孔速度,以确保轧制的稳定性和毛管壁厚的均匀度。当轧辊转速调整后,匹配的导盘也做相应调整。
河北衡水宝富特钢有限公司是一家专注从事 无缝钢管的企业。主营: 无缝钢管。公司以优良的技术实力、高素质的人才队伍,完善的服务能力深受广大客户的信赖与赞扬,公司深受社会各界的支持与厚爱,已在 无缝钢管取得良好成绩。我们公司会在您的鼓励与支持中不断发展壮大,公司有完善周到的售前售后服务团队,为客户解决问题以及提供合适的行业解决方案。公司总经理及全体员工期待您的莅临指导!
20G无缝钢管焊接时注意事项:
1.电弧焊连接的管道在放样划线的基础上按矫正管材、切割下料、坡口、组对、焊接、清理焊渣等工序进行施工。
2.坡口加工及清理:]管道的切割坡口一般采用氧-乙炔焰气割,气割完成后,用锉刀干净管口氧化铁,用磨光机将影响焊接质量的凹凸不平处削磨平整。小直径管道尽量采用砂轮切割机和手提式电动切管机切割,然后用磨光机进行管口坡口。
3.管道坡口采用V型坡口,坡口用机械加工或砂轮机打磨,做到光滑、平整。对坡口两侧20mm范围内将油污,铁锈和水份去除,且保证露出金属光泽,保证坡口表面不得有裂纹、夹层等缺陷,并坡口内外侧污物。
4.焊条、焊剂使用前应该按说明书进行烘干,并在使用过程中保持干燥。焊条药皮无脱落和显著裂纹。
5.焊前管口组对:管口组对采用专用的组对工具,以确保20G无缝钢管的平直度和对口平齐度。管道对接焊口的组对必须做到内壁齐平,内壁错边量不可超标;管子组对点固,应由焊接同管子的焊工进行,点固用的焊条或焊丝应与正式焊接所用的相同,点焊长度为10-15mm,高度为2-4mm,且应超过管壁厚的2/3;管道焊缝表面不得裂缝、气孔、夹渣等缺陷;管子、管件对点固时,应保持焊接20G无缝钢管不受恶劣环境条件(风、雨)的影响。
20G无缝钢管价格合理,宝富特钢有限公司为您提供20G无缝钢管价格合理产品案例,联系人:王经理,电话:13963013099、13963013099,QQ:2038512558,发货地:东外环千千佳物流院内。












