


以下是:锅炉防磨导流板专业安装单位的产品参数
山东锅炉热喷涂 山东 锅炉防磨导流板专业安装单位,宏合集团为您提供锅炉防磨导流板专业安装单位的资讯,联系人:张经理,电话:06358655311、13780722348,QQ:594476388,发货地:开发区发货到浙江省 丽水市 莲都区、青田县、缙云县、遂昌县、松阳县、云和县、庆元县、龙泉市。 浙江省,丽水市 丽(lí)水市,古称处州,浙江省辖地级市,位于长江三角洲地区,浙江省西南部,东南与温州市接壤,西南与福建省宁德市、南平市毗邻,西北与衢州市相接,北部与金华市交界,东北与台州市相连;地势以中山、丘陵地貌为主,由西南向东北倾斜,属亚热带季风气候;全市设1个市辖区、7个县,代管1县级市,市域面积1.73万平方千米;市政府驻莲都区。截至2022年末,丽水市常住人口251.5万人。
想要更直观地了解锅炉防磨导流板专业安装单位产品的特点和功能吗?我们为您准备了视频介绍,相较于图文,视频更能让您轻松掌握产品的核心卖点。
以下是:锅炉防磨导流板专业安装单位的图文介绍浙江丽水宏合集团致力于向客户提供满足其需求的 无缝钢管, 以及售后服务和解决方案,为客户创造长期价值。 以企业“重信用,守合同,保证质量”为核心宗旨目标;并与多家 无缝钢管品牌商建立了长期稳定的关系;不断升级、创新;不断公司的技术平台实力来满足日益增长的市场需求,以便更优的带动公司内部运营效率,为企业提供服务。
空压机压缩空气为动力,以形成尚速喷射束将喷料高速喷射到被需处理的工件表面,使工件表面的外表面的机械性能发生变化的一种机器。由上面的自动喷砂机的定义我们知道,空压设备对于喷砂机有多么重要。自动喷砂机空压设备有一个比较常见的故障就是岀现裂纹,裂纹对空压设备的影响可以说是致命的,自动喷砂机空压设备产生裂纹常见的原因有:(1)冷却水在机体缸头中,在冬季停机后没有及时放水而冻结;(2)由于铸件铸造时产生的内应力,在使用中振动后逐渐扩大明显;(3)由于机械事故而引起的,如活塞破裂,连杄螺钉折断,造成连杄折断脫落,或曲轴上的平衡铁飞出打坏机体或气伐中零件脫落顶坏缸头等。目前常用的检测空压设备裂纹的方法是什么呢?就是用提高冷却水压的方法。在设备条件较好的工厂,水压检查是在水压器上进行的,自动喷砂机翰送式在设备条件较差的单位,有的用普通水压水泵改制成简易设备。检查时,将机体或缸头的水管接头堵住,只把其中一个水管接头用橡皮管与水泵出水口连接起来,机体上的平面应选用尺寸相当的专用盖板,使冷却水不能外溢,然后打开开关,压动水泵,使水进入冷却水套,待开关出水后,再把开关关闭,继续压动水泵,使压力表指针到3-4个大气压时即停止供水,这时,可仔细看机体、缸头的上、下、内、外有无漏水或渗水的部位。
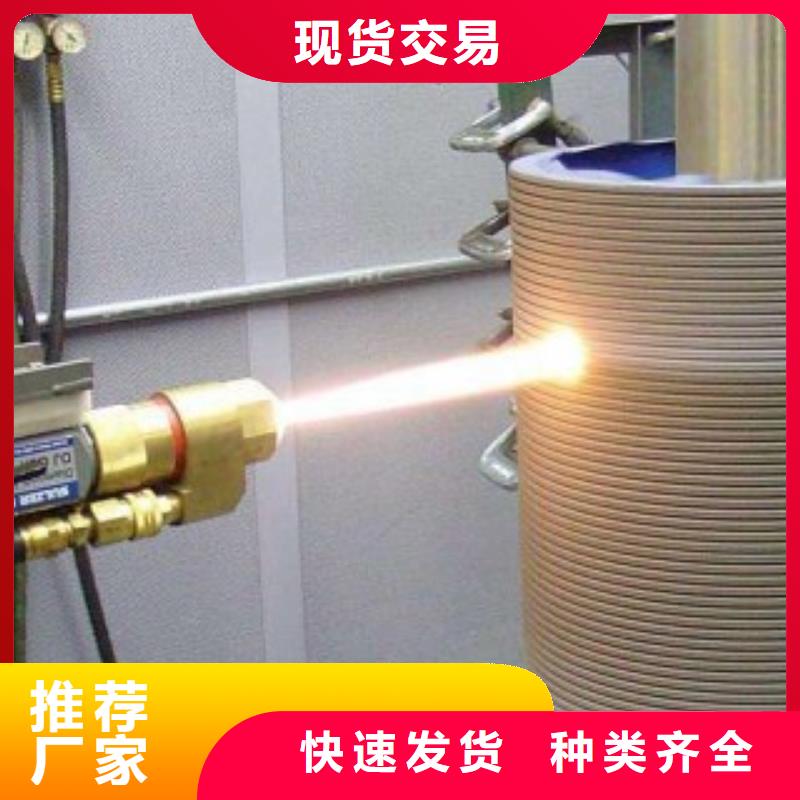
锅炉热喷涂的工艺及注意事项
1、喷涂性能要求不高、使用环境无特殊要求,且喷涂材料熔点低于2500℃,可选择设备简单、成本较低的氧-乙炔火焰喷喷涂工艺。如一般工件尺寸修复和常规表面防护等;
2、喷涂性能要求较高。工况条件较恶劣的贵重或关键部件,可选用等离子喷涂工艺。相对于氧乙炔火焰喷涂来讲,等离子喷涂的焰流温度高,溶化充分,具有非氧化性,涂层结合强度高,空隙率低;
3、涂层要求具有高结合强度、极低空隙率时,对金属或金属陶瓷涂层,可选用高速火焰喷涂工艺;对氧化物陶瓷涂层,可选用高速等离子喷涂工艺。
行业专家认为山东锅炉热喷涂工艺需要注意一下几点:
1、根据工件的材料、技术要求及工作条件等选用基层及工作层用材料。选料时参阅其他有关资料。一般情形,薄涂层选用细粉,厚涂层选用粗粉。
2、零件喷涂的主要目的大都是补偿磨损尺寸。一般,喷涂后必须机械加工达到尺寸和形位精度要求,因此确定涂层厚度时应考虑加工余量,并考虑喷涂后工件热态与冷态的尺寸差异。补偿层厚度以0.4~1mm为宜,局部厚度应3mm。加工余量一般可取0.40.8mm。对于工件磨损量小,只喷涂自粘结复合材料,其厚度应0.3mm。
3、以涂层材料性能、厚度及粒度确定喷涂参数,包括乙炔和氧气的压力、喷距、喷枪与工件的相对运动速度等。这些参数除参考有关资料外,应注意积累经验数据
火焰类喷涂
1、火焰喷涂火焰喷涂包括线材火焰喷涂和粉末火焰喷涂。线材火焰喷涂法:是早发明的喷涂法。它是把金属线以一定的速度送进喷枪里,使端部在高温火焰中熔化,随即用压缩空气把其雾化并吹走,沉积在预处理过的工件表面上。喷涂源为喷嘴,金属丝穿过喷嘴中心,通过围绕喷嘴和气罩形成的环形火焰中,金属丝的 连续地被加热到其熔点。然后,由通过气罩的压缩空气将其雾化成喷射粒子,依靠空气流加速喷射到基体上,从而熔融的粒子冷却到塑性或半熔化状态,也发生一定程度的氧化。粒子与基体撞击时变平并粘结到基体表面上,随后而来的与基体撞击的粒子也变平并粘结到先前已粘结到基体的粒子上,从而堆积成涂层。丝材的传送靠喷枪中空气涡轮或电动马达旋转,其转速可以调节,以控制送丝速度。采用空气涡轮的喷枪,送丝速度的微调比较困难,而且其速度受压缩空气的影响而难以恒定,但喷枪的质量轻,适用于手工操作;采用电动马达传送丝材的喷涂设备,虽然送丝速度容易调节,也能保持恒定,喷涂自动化程度高,但喷枪笨重,只适用于机械喷涂。在丝材火焰喷枪中,燃气火焰主要用于线材的熔化,适宜于喷涂的金属丝直径一般为1.8~4.8mm。但有时直径较大的棒材,甚至一些带材亦可喷涂,不过此时须配以特定的喷枪。粉末火焰喷涂法:它与丝材火焰喷涂的不同之处是喷涂材料不是丝材而是粉末。在火焰喷涂中通常使用乙炔和氧组合燃烧而提供热量,也可以用甲基乙炔,丙二烯(MPS),丙烷,氢气或天然气。火焰喷涂可喷涂金属,陶瓷,塑料等材料,应用非常灵活,喷涂设备轻便简单,可移动,价格低于其他喷涂设备,经济型好,是喷涂技术中使用较广泛的一种方法。但是,火焰喷涂也存在明显的不足。如喷出的颗粒速度较小,火焰温度较低,涂层的粘结强度及涂层本身的综合强度都比较低,且比其他方法得到的气孔率都。此外,火焰中心为氧化气氛,所以对高熔点材料和易氧化材料,使用时应注意。为了改善火焰喷涂的不足,提高结合强度及涂层密度,可采用将压缩空气或气流加速装置来提高颗粒速度;也可以采用将压缩气流由空气改为惰性气体的办法来降低氧化程度,但这同时也提高了成本。
超音速电弧喷涂的技术原理都是有什么
1.超音速电弧喷涂技术原理是:
(1)通过接通的电源,在1/1000—1/10000秒内,使耐腐蚀金属丝材产生电弧熔化,熔融金属的高温液滴被超音速的空气喷吹、雾化、喷涂至预先喷砂除锈的钢铁构件表面上,通过材质形成纯度高、通过超音速的速度结合力更强,形成冶金结合喷涂层,它对活泼的钢铁基体具有阴极起到有效的保护作用。
(2)在喷涂层上均匀涂敷具有抑制腐蚀作用的专用封闭剂,它不仅能进一步隔绝腐蚀介质侵蚀基体钢铁,同时使电弧喷涂金属层与封闭涂层界面阻抗增大,耐腐蚀性能大为增强。
(3)电弧喷涂防腐涂层的防腐原理为机械屏蔽和阴极保护联合作用。
(4)当涂层发生破损、腐蚀介质存在时,金属喷涂层能够牺牲自己,保护钢铁基体不发生腐蚀.
2.电弧喷涂长效防腐技术的突出特点
(1)与金属基体的结合力高:电弧喷涂层与基体以机械热镶嵌和微冶金结合共同作用,涂层表现出较高的结合力,是火焰喷涂的3倍,大大超过了 标准,在所有防腐涂层里结合力 。
(2)防腐寿命长:根据不同的腐蚀环境和具体的工件特点,通过合理的涂层设计,目前电弧喷涂长效防腐涂层体系自身的耐蚀寿命达50年以上,是重防腐油漆的4—5倍,热浸镀锌的2—3倍,玻璃钢涂层的2—3倍。因此电弧喷涂防腐技术使钢结构件的使用寿命由10~15年提高到半个世纪以上。
(3)涂层质量好:电弧喷涂加热丝材方式为电弧加热,丝材融化温度高,融化均匀,喷涂致密,涂层质量稳定,对工件的热应力没有影响,而氧—乙炔火焰喷涂为火焰加热,丝材融化温度低,存在氧化、碳化等隐患,影响涂层质量。
选购锅炉防磨导流板专业安装单位来浙江省丽水市找宏合集团,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:张经理-13780722348,{QQ:594476388},地址:[开发区]。












