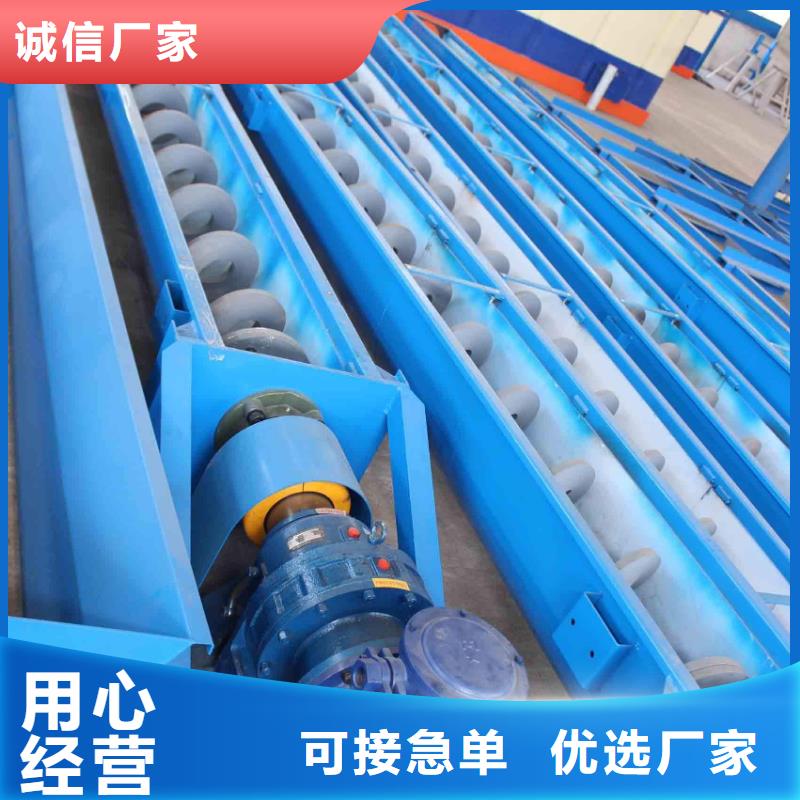
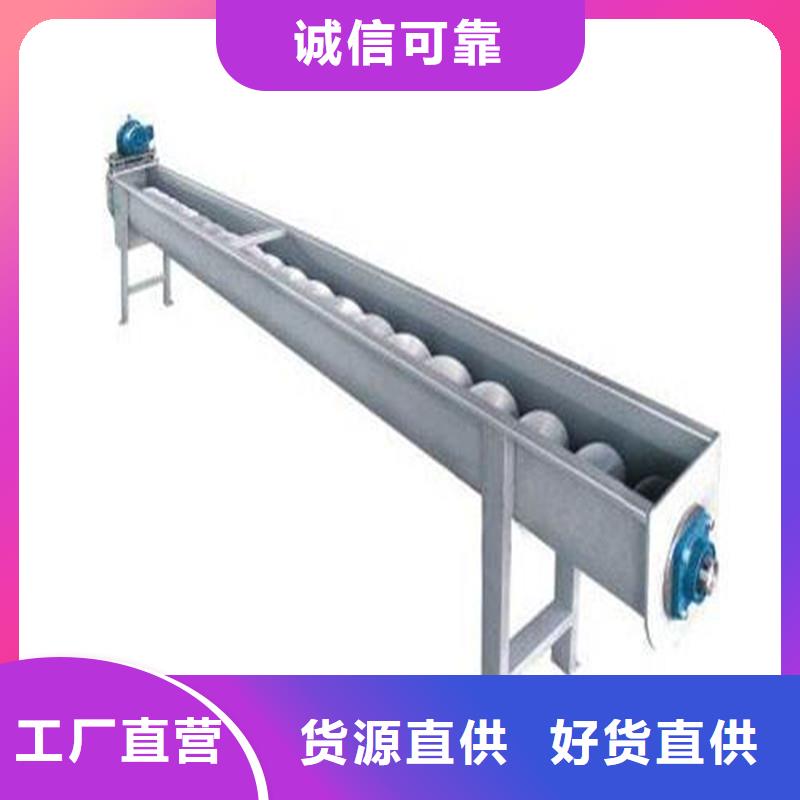
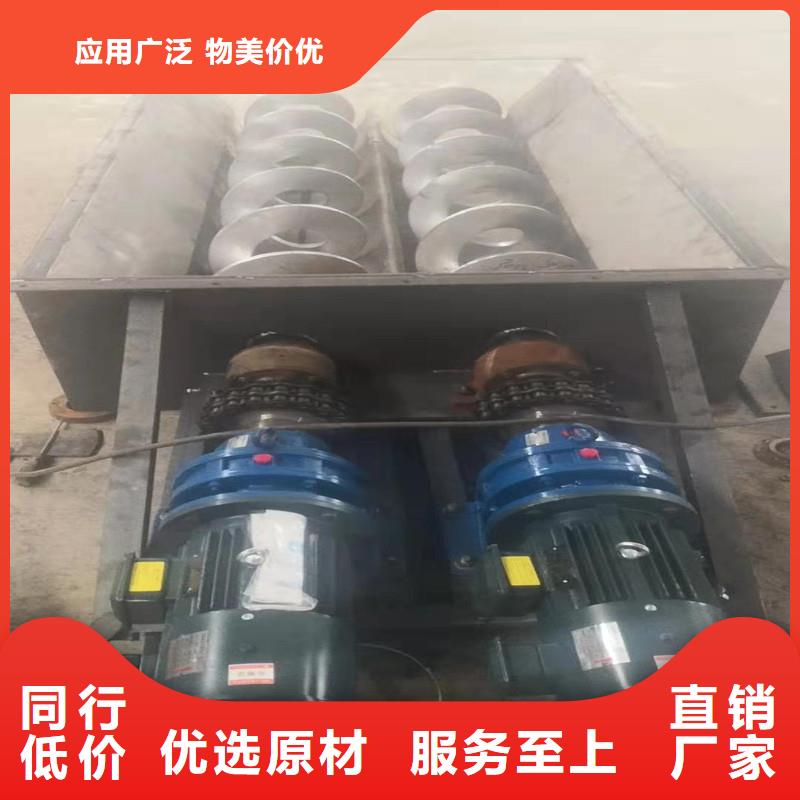
以下是:GX螺旋输送机批发的产品参数
别名:螺旋给料机 材质:碳钢 品牌:衡泰 输送量: 1-100吨 功率:7.5 加工定制:是 输送距离:定制 适用领域:工业 GX螺旋输送机批发,衡泰重工机械制造有限公司专业从事GX螺旋输送机批发,联系人:刘经理,电话:0317--5278908、18731729180,QQ:3100195594,发货地:南仓街发货到辽宁省 阜新市 新邱区、太平区、清河门区、细河区、彰武县,以下是GX螺旋输送机批发的详细页面。 辽宁省,阜新市 清光绪二十九年(1903年),在土默特左旗境由朝阳县析置阜新县。阜新市是国务院批复确定的辽宁西北部地区的中心城市和装备制造业配套基地,沈阳经济区副中心城市;历史文化悠久,因出土世界玉和华夏龙,被誉为“玉龙故乡,文明发端”;是契丹民族的摇篮、武当宗师张三丰的故里;是全国资源型城市经济转型试点市、扶贫改革试验区,也是首批循环经济试点市之一、中国旅游城市、首批全国篮球城和省级园林城市;拥有畅达的交通环境,海上可通过大连港、锦州港、营口港出行;大郑铁路、新义铁路从境内穿过。境内有圣经寺、瑞应寺、阜新万人坑死难矿工纪念馆等景点。
为了给您提供更的GX螺旋输送机批发产品信息,我们上传了的产品视频。请花几分钟时间观看,您会发现更多惊喜。以下是:GX螺旋输送机批发的图文介绍辽宁阜新衡泰重工机械制造有限公司主打商品 螺旋输送机以专业的技术、优良的信誉及满意的服务赢得全国各大城市广大零售和代理经销商客户的信任, 经过多年经验的积累,产品拥有着其稳定的性能和卓越的效果,同时得到了相关权威部门的认证,公司不断积j i研发新型产品,营造出各种优质、丰富的产品。公司以服务品质z u i优化,使顾客满意z u i大化。赢得广大消费者的信赖与追求,所有技术创新的基础是人才的聚集和培养,多年来我们坚持“以人为本”的经营宗旨,建立了求人,用人,育人,留人的人力资源开发机制,形成了良好的人力资源开发和管理体系,努力打造学习型的组织和富有战斗力的团队。经过了多年的研发与实践,积累了一整套完善的新的产品开发程序,提高了开发效率。
各减速器,运动部件加注相应润滑油。
安装输送机达到要求后各单台设备进行手动工作试车,并结合起来调试输送机以满足动作的要求。
调试输送机的电气部分。包括对常规电气接线及动作的调试,使设备具备良好性能,达到设计的功能和状态。
跑偏原因
带式螺旋输送机运行时输送带跑偏是常见的故障之一。跑偏的原因有多种,其主要原因是安装精度低和日常的维护保养差。安装过程中,头尾滚筒、中间托辊之间尽量在同一中心线上,并且相互平行,以确保输送带不偏或少偏。 另外,带子接头要正确,两侧周长应相同。
在使用过程中,如果出现跑偏,则要作以下检查以确定原因,进行进行调整。
螺旋输送带跑偏时常检查的部位和处理方法有:
检查托辊横向中心线与带式输送机纵向中心线的不重合度。如果不重合度值超过3mm,则应利用托辊组两侧的长形安装孔对其进行调整。具体方法是输送带偏向哪一侧,托辊组的哪一侧向输送带前进的方向前移,或另外一侧后移。
检查头、尾机架安装轴承座的两个平面的偏差值。若两平面的偏差大于1mm,则应对两平面调整在同一平面内。头部滚筒的调整方法是:若输送带向滚筒的右侧跑偏,则滚筒右侧的轴承座应当向前移动或左侧轴承座后移;若输送带向滚筒的左侧跑偏,则滚筒左侧的轴承座应当向前移动或右侧轴承座后移。尾部滚筒的调整方法与头部滚筒刚好相反。
检查物料在输送带上的位置。物料在输送带横断面上不居中,将导致输送带跑偏。
螺旋引弧时需注意如下事项:
引弧处应无油污、水锈,以免产生气孔和夹渣。
焊条在与焊件接触后速度要适当,太快难以引弧,太慢焊条和焊件粘在一起造成短路。
运条
运条是焊接过程中重要的环节,它直接影响焊缝的外表成形和内在质量。电弧引燃后,一般情况下焊条有三个基本运动:朝熔池方向逐渐送进、沿焊接方向逐渐移动、横向摆动。
焊条朝熔池方向逐渐送进---既是为了向熔池添加金属,也为了在焊条熔化后继续保持一定的电弧长度,因此焊条送进的速度应与焊条熔化的速度相同。否则,会发生断弧或粘在焊件上。
焊条沿焊接方向移动---随着焊条的不断熔化,逐渐形成一条焊道。若焊条移动速度太慢,则焊道会过高、过宽、外形不整齐,焊接薄板时会发生烧穿现象;若焊条的移动速度太快,则焊条与焊件会熔化不均匀,焊道较窄,甚至发生未焊透现象。焊条移动时应与前进方向成70—80度的夹角,以使熔化金属和熔渣推向后方,否则熔渣流向电弧的前方,会造成夹渣等缺陷。
今年在辽宁省阜新市购买GX螺旋输送机批发有了新选择,衡泰重工机械制造有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的GX螺旋输送机批发产品。如需购买或咨询,请随时联系我们,联系人:刘经理-18731729180,QQ:3100195594,地址:南仓街。












