

以下是:闸门热喷铝的产品参数
电弧喷锌施工 具备防腐资质 电弧喷铝 管道外壁喷铝 喷锌 闸门喷铝 锅炉内壁喷合金 桥梁热喷铝 喷锌 火焰喷铝 热喷铝施工: 139 6193 4918 (技术专工) 火焰热喷锌 电弧喷锌 喷铝 喷耐磨合金 喷铜 喷不锈钢 专业施工:153 8059 3638 (指导工程师) 闸门热喷铝,华电高空工程有限公司为您提供闸门热喷铝的资讯,联系人:朱雄飞,电话:13961934918、15380593638,QQ:784669153,发货地:人民路金融城发货到甘肃省 嘉峪关市 。 甘肃省,嘉峪关市 嘉峪关市,别称“边陲锁钥”“戈壁钢城”,是甘肃省辖地级市,甘肃省人民政府批复确定的丝绸之路经济带甘肃段重要节点城市、省域次中心城市、重要的冶金和先进制造业基地。截至2022年,全市下辖2个街道、3个镇,总面积1224平方千米。截至2022年末,嘉峪关市常住人口为31.63万人,城镇人口29.88万人,城镇化率94.47%。
精心打磨的产品视频已准备就绪,它将带您深入闸门热喷铝的魅力世界,让您重新发现产品的无限可能。以下是:闸门热喷铝的图文介绍
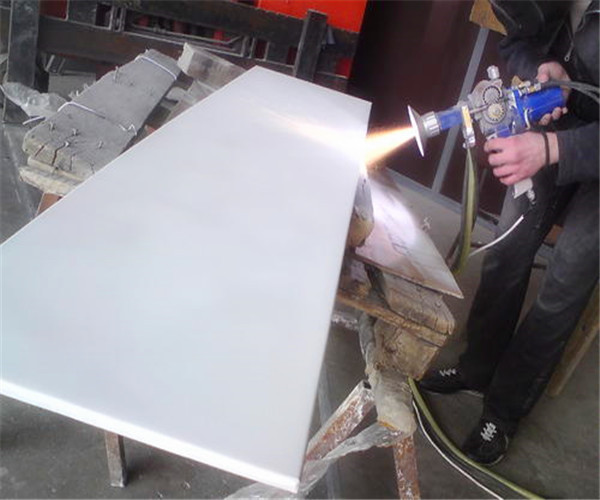
采用热喷涂电弧喷铝的方法耐腐蚀能力 1. 施工工序 工程的防腐施工在钢桁架及上、下次梁构件制作完成后进行。施工顺序:生产准备→构件表面处理→构件热喷锌→构件封闭处理→构件喷锌质量检测。其中构件表面处理、构件热喷锌是工程的主要工序。 2. 施工准备 1、做好构件交接工作、确定施工的生产组织方式、施工机具的配置(6m3/min空压机两台、储气罐两台、无污染喷砂机两台、油水分离器四个、砂罐两个、SAP-1型喷枪四把、磁性测厚仪两台等)。 2、施工之前作到三通一平。机械安装调试。现场所有的压力设备必须复检合格,方可使用。 3、按品种、规格分类堆放构件并有明显标识。堆放要减少构件的变形和锈蚀,钢桁架构件要堆放在枕木上其间距以不引起桁架变形为宜。 4、原材料必须以二检合格,具有出厂合格证及材质证明书方可使用。 3. 构件表面处理 1、 钢结构的表面处理对热喷涂涂层与基体的结合性能有很大影响。针对本工程的实际情况,钢结构表面处理采用压力式喷砂除锈法,这种施工方法即可使基体表面清洁度达到要求,也可使基体表面粗糙度达到要求。由于施工区域不同,喷砂选用不同的枪头喷射。钢桁架主梁等大面积工作区域采用150mm枪头,并配粉尘回收装置。角钢及钢桁架腹杆角钢夹缝工作区域采用12 mm枪头。 (1 ) 施工工艺:检查压力表、胶管、喷砂枪等机具正常→压缩空气进入储气罐经油,水分离器洁净→ 打开砂罐进气阀待罐内压力达到平衡→打开罐底气阀将砂粒喷射到金属基体表面。 (2)砂选用干燥、清洁、有棱角的河砂,砂的粒径为0.5~2.0mm。 (3) 喷砂施工时,施工环境相对湿度不应大于85%。构件要保持干燥。加工处理的钢材表面呈现灰白色为佳,除锈等级达到Sa3级。钢材表面粗糙度为RZ40~80 um。 (4) 除锈合格后,应在短时间内进行热喷锌处理。在晴天或不太潮湿的天气,间隔时间不得超过12小时;在雨天,潮湿天气下,间隔时间不得超过2小时。 4、 影响喷镀层的原因 钢结构表面处理好坏是影响其镀层的保护年限和保护效率的主要原因,而影响表面处理的根本原因是:压缩空气的压力、喷射角度、喷射距离。 (1) 压缩空气压力范围:压缩空气压力一般在6~7KG/cm2。因在不同的压力下,表面的电极电位值不同,所以镀层的结合强度就不同。随着空气压力的增加表面的粗糙度增加,镀层与基体之间的结合力将会上升,当空气压力增加到7KG/cm2时其镀层结合力达到高点。 (2)喷射时间:喷射时间的长短,对基体表面电极电位、粗糙度和喷涂层的结合强度有直接影响。根据实际操作可知喷射在20秒时粗糙度在40~60 um,镀层有较高的结合强度值。4.2.3喷射角度及喷射距离:喷射角度是指喷射的砂粒射流中心束和基体表面的夹角。在其它条件不变情况下,喷射角度为75℃佳。喷射距离是指喷枪嘴与工件表面的距离。在其它条件不变的情况下喷射距离在180~200mm时,无
客户的支持就是我们的成功,随着公司的持续发展,甘肃嘉峪关华电高空工程有限公司在 烟囱维修加固防腐产品研发、技术、产品销售、售后服务等方面均有长足的进步,并将持续贯彻“追求产品零缺陷”的质量方针,为广大客户提供更为满意的 烟囱维修加固防腐产品和服务。
我公司承接:金属、钢结构、钢闸门、桥梁、发电站机械部件抛丸喷砂除锈加工,表面电弧喷涂、火焰喷涂喷锌喷铝热喷涂处理;储罐刷漆防腐、储油罐翻新、贮罐防腐公司、储油罐除锈防腐、化工罐清洗防腐、食品罐防腐施工、贮藏罐除锈刷漆、饮料罐内外防腐、啤酒罐内防腐、储油罐油漆施工、储罐内壁防腐、储罐外壁降温防腐、储罐喷砂除锈防腐等储罐防腐保温工程。服务热线:
防腐在热喷涂中的一些技术支持。热喷涂可以在设备维修中修旧利废,使报废的零部件“起死回生”;也可以在新产品制造中进行强化和预保护,使其“益寿延年”。
一、抗大气腐蚀涂层的应用
钢结构厂房、钢箱梁桥、电视铁塔、大楼天线、送变电站、钢制灯杆等户外钢结构,这些钢构件因长期暴露在大气中,受到气候变化和日晒雨淋,表面迅速氧化,生成一层三氧化二铁,---影响钢结构的强度及使用寿命。为防止钢结构表面的氧化,以往一般都采用油漆保护,其防腐年限一般在3-5年,因此需要经常性进行维修、保养,常见的方法就是拷铲油漆,耗费大量人力物力。现采用钢结构表面喷锌、喷铝工艺加以保护,防腐年限可达30年以上无需保养。如在锌铝涂层外再加油漆封闭,则防腐年限更长。
钢结构表面只有喷锌、喷铝后,才能真正起到阳极保护作用,从而达到钢结构长效防腐之目的。因此许多重大工程及市政项目被---采用该工艺。如:长江三峡闸门、上海东方明珠电视塔、杨浦大桥主护杆、广州市内环高架钢梁、上海证券大厦钢结构天线、浦东机场路共同沟爆气管道、上海南桥50万千瓦变电站等等,以确保重大工程的百年大计。
防腐耐磨煤粉锅炉四管超音速热喷涂,
专业热喷涂、热喷铝热喷锌、喷砂除锈、不锈钢喷涂、喷塑、等离子喷涂高性能陶瓷涂层、氧化铝、氧化铬、氧化钛、硬质合金、超音速火焰热喷金属陶瓷涂层、碳化钨、镍铬碳化铬、镍铬合金等镀膜靶材喷涂生产制造和销售:供应国内**的超音速火焰(HVOF)、高音速电弧、等离子喷涂设备、火焰喷塑机、工业冷水机、燃油(航空煤油)或燃气超音速火焰喷涂设备系列。全自动大功率多枪电弧热喷涂设备系列、(出口型、固定型)以及五大系列22个品种不同功能的喷涂材料工贸一体化 ,
专业热喷涂层加工(热喷涂在电力工业中的应用)适用范围:1、火电厂锅炉水冷壁管、过热器管、再热器管、节煤(或油)器管,简称“锅炉四管”喷涂防腐耐磨涂层;
2、火电厂汽轮机缸盖结合面泄漏喷涂修复;发电机转子轴颈磨损、拉伤的电刷镀、热喷涂修复
3、火电厂吸、排风机叶轮及磨煤机系统喷焊修复与表面强化;汽轮机汽缸中分面汽蚀的热喷涂、电刷镀修复
4、水电站水轮机过流部位导中、闸门壳、排水减压管、转轮、导叶环、罩壳等抗气蚀冲刷喷焊层;
5、柴油发电机曲轴磨损后的修复;各类风机叶轮、各类电力机械设备磨损、腐蚀的修复和表面强化
6、风力发电底座的喷涂。7、电厂脱硫烟道热喷涂抗SO2腐蚀涂层施工、脱硫塔绿色工程施工。功 能 耐磨粒磨损涂层耐热冲蚀涂层
耐冲蚀涂层
耐腐蚀涂层
喷涂材料: 金属陶瓷、合金、氧化物陶瓷涂层、45CT高铬镍铁铬铝涂层等。
喷涂方法: 超高音速火焰喷涂、高速电弧喷涂、等离子喷涂等。
闸门热喷铝,华电高空工程有限公司专业从事闸门热喷铝,联系人:朱雄飞,电话:13961934918、15380593638,QQ:784669153,发货地:人民路金融城,以下是闸门热喷铝的详细页面。











