以下是:特薄壁绗磨管厂家的产品参数
材质 钢管 属性 精加工 类型 绗磨管 产地 聊城 品牌 九冶 在江西省萍乡市采买特薄壁绗磨管厂家到九冶管业有限公司,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:李经理-17706353138,QQ:1958857549,地址:《丁块工业园发货到江西省 萍乡市 安源区、湘东区、莲花县、上栗县、芦溪县》。 江西省,萍乡市 萍乡市,江西省辖地级市,长江中游城市群重要成员,位于江西省西部,东与宜春市、吉安市接壤,南与吉安市和湖南省株洲市毗邻,西与湖南省株洲市相连,北与湖南省长沙市交界,地貌较为复杂,属亚热带湿润季风气候区,四季分明,总面积3823.99平方千米。截至2023年1月,全市辖2个区、3个县。截至2022年底,全市常住人口180.88万人。
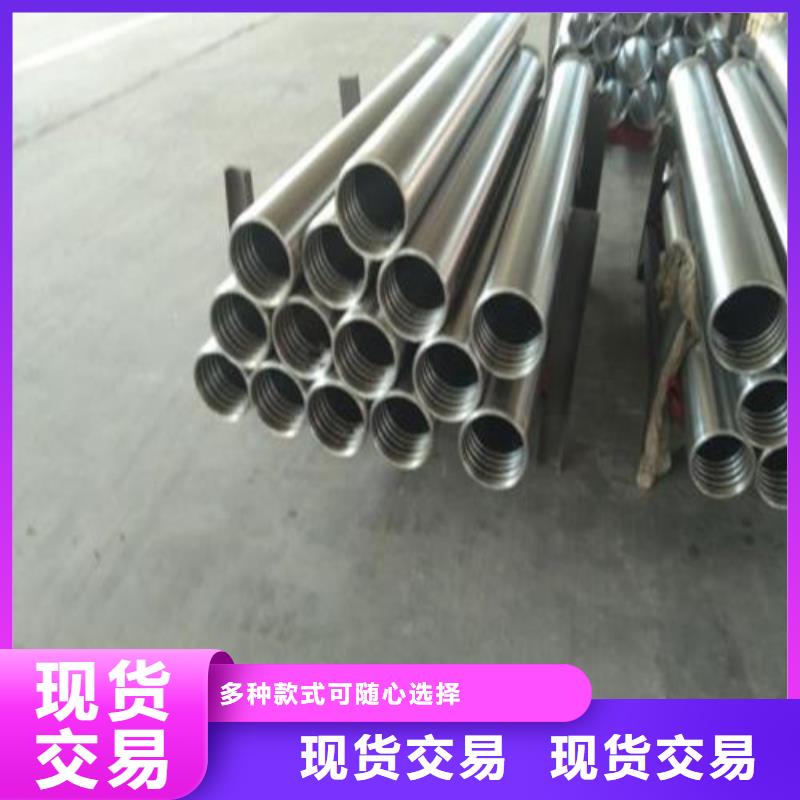
想要更直观地感受特薄壁绗磨管厂家产品的魅力吗?那就赶紧点击视频,开启你的采购之旅吧!以下是:特薄壁绗磨管厂家的图文介绍
珩磨管故障诊断的操作原则由于珩磨管一旦发生故障之后,牵扯的会比较多,很多与之相关的零配件甚至是整个设备都会因此受到不良影响,因此一定要对其故障进行及时的诊断并排除。相关的原则如下:首先,应判明珩磨管的工作条件和外围环境是否正常;同时还需要弄清楚故障的性质,是设备机械部分或电器控制部分故障,还是珩磨管本身的故障?另外,还需检查清楚珩磨管各种条件是否符合正常运行的要求。
其次是根据珩磨管故障现象和特征,确定与该故障有关的区域,从而逐步缩小发生故障的范围,检测此区域内的元件情况。为避免盲目性,必须根据系统基本原理,进行综合分析、逻辑判断,终找出珩磨管故障部位。由于珩磨管故障诊断是建立在运行记录及某些系统参数基础之上的,所以建立系统运行记录是非常关键的;而且具备一定检测手段,也能对珩磨管故障做出准确的定量分析。
有一种过程控制方法能缩短珩磨时间,易于让在整个齿面上保持理论上的线接触。因此减少了磨具与工件的点接触。尽管这可能有悖于产生较大残余压应力的要求,但应力依然会使之保持理论线接触。连续改变接触条件会产生良好的动态特性,不会因摆动角度使机床部件产生严重颤振。珩磨过程中,单面线接触珩磨时这类动态特性会对机床产生严重影响。为减小这种影响,要尽可能地采用双面线接触。 系列化生产中,数控珩磨机由此而引发的对珩磨过程中利用机床运动链实施齿面修形过程的限制,可予忽略。但在工装中要建立轮廓修形。关于单面或双面接触,所涉及的或是磨具齿面,或是工件齿面。在加工过程中有一个以上的齿在保持接触。这就表示珩齿过程是一种连续接触的转动过程。这是使齿轮低噪声运行的一项很重要的决定性因素。
绗磨管采用加工工艺油缸管采用滚压加工,由于表面层留有表面残余压应力,有助于表面微小裂纹的封闭,阻碍侵蚀作用的扩展。从而提高表面抗腐蚀能力,并能延缓疲劳裂纹的产生或扩大,因而提高绗磨管疲劳强度。通过滚压成型,滚压表面形成一层冷作硬化层,减少了磨削副接触表面的弹性和塑性变形,从而提高了绗磨管内壁的耐磨性,同时避免了因磨削引起的烧伤。滚压后,表面粗糙度值的减小,可提高配合性质。 绗磨管滚压加工是一种无切屑加工,在常温下利用金属的塑性变形,使工件表面的微观不平度辗平从而达到改变表层结构、机械特性、形状和尺寸的目的。因此这种方法可同时达到光整加工及强化两种目的,是磨削无法做到的。滚压加工是一种无切屑加工,在常温下利用金属的塑性变形,使工件表面的微观不平度辗平从而达到改变表层结构、机械特性、形状和尺寸的目的。因此这种方法可同时达到光整加工及强化两种目的,是磨削无法做到的。
绗磨管是一种通过冷拔或热轧处理后的一种高精密的钢管材料。由于精密钢管内外壁无氧化层、承受高压无泄漏、高精度、高光洁度、冷弯不变形、扩口、压扁无裂缝等优点,所以主要用来生产气动或液压 元件的产品,如气缸或油缸,可以是无缝管。绗磨管的化学成分有碳C、硅Si、锰Mn、硫S、磷P、铬Cr。热轧绗磨管后的区别热轧精密钢管用连铸圆管坯板坯或初轧板坯作原料,经步进式加热炉加热,高压水除鳞后进入粗轧机,粗轧料经切头、尾、再进入精轧机,实施计算机控制轧制,终轧后即经过层流冷却和卷取机卷取、成为直发卷。直发卷的头、尾往往呈舌状及鱼尾状,厚度、 宽度精度较差,边部常存在浪形、折边、塔形等缺陷。其卷重较重、钢卷内径为760mm。将直发卷经切头、 切尾、切边及多道次的矫直、平整等精整线处理后,再切板或重卷,即成为:热轧钢板、平整热轧钢卷、纵切带等产品。热轧精整卷若经酸洗去除氧化皮并涂油后即成热轧酸洗板卷。
江西萍乡本地商家,从事 绗磨管生产销售多年,质量优口碑好,询价是免费的,现在联系商家吧!
珩磨管的珩磨工艺及其工艺参数的设置
珩磨管是通过珩磨工艺制作成型的,在对管材进行珩磨的时候,砂条上的磨粒会以一定的压力、较低的速度对工件表面进行磨削、挤压和刮擦,使得砂条作旋转运动和上下往复运动,这样砂条上的磨粒就会在孔表面所形轨迹成为交叉而不重复的网纹。与内孔磨削相比,珩磨参加切削的磨粒多,加在每粒磨粒上的切削力非常小,所以珩磨的切速低。在珩磨管的珩磨过程中又旋转加大量的冷却液,使工件表面得到充分冷却,不易烧伤,加工变形层薄,所以能得到较细表面粗糙度。为了提率,珩磨管的生产都是机械化方式了,将珩磨头与机床主轴采用浮动连接,以保证余量均匀。由于砂条很长,珩磨时工件的凸出部分先与砂条接触,接触压力较大,使凸出部分很快被磨去,直至修正到工件表面与砂条全部接触。因此,珩磨能够修正前道工序产生的几何形状误差和表面波度误,但不能修正轴线位置误差。
在江西省萍乡市采购特薄壁绗磨管厂家请认准九冶管业有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:李经理-17706353138,QQ:1958857549,地址:丁块工业园)。