

以下是:特薄壁绗磨管加工原理的产品参数
材质 钢管 属性 精加工 类型 绗磨管 产地 聊城 品牌 九冶 在西藏林芝市采买特薄壁绗磨管加工原理到九冶管业有限公司,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:李经理-17706353138,QQ:1958857549,地址:《丁块工业园发货到西藏 林芝市 米林县、墨脱县、波密县、察隅县、朗县》。 西藏自治区,林芝市 林芝市总面积114870平方千米,西藏自治区内与拉萨、山南、那曲、昌都相邻,西藏自治区外与云南毗邻,边境与印度、缅甸接壤,平均海拔3100米。截至2023年4月,辖1个市辖区、5个县,代管1个县级市,56个乡(镇、街道办)、504个村(居),居住着藏族、汉族、门巴族、珞巴族等35个民族和僜巴,常住人口23.89万人(截至2022年8月)。
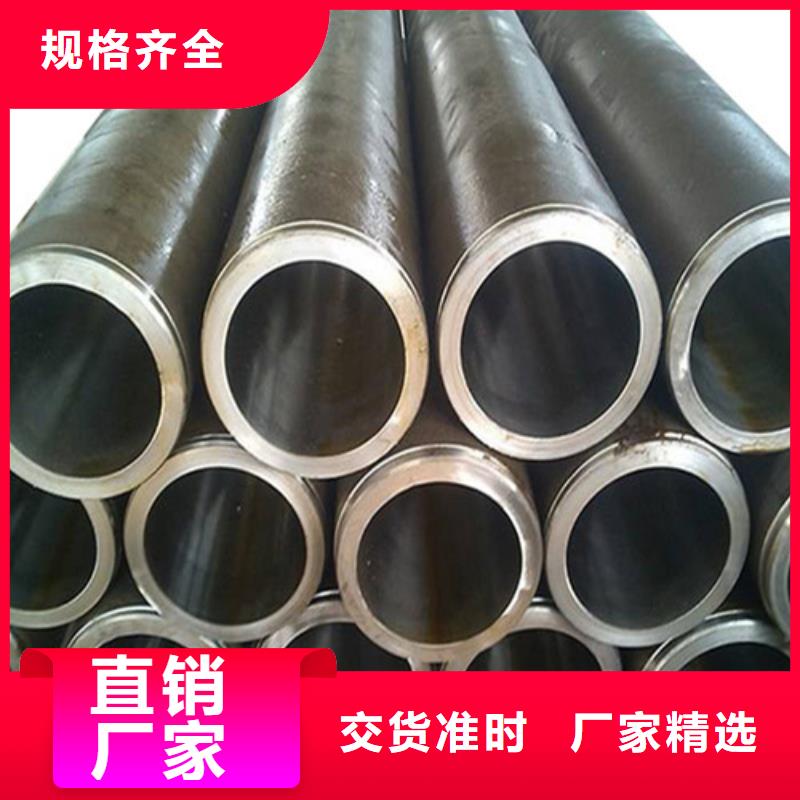
精心打磨的产品视频已准备就绪,它将带您深入特薄壁绗磨管加工原理的魅力世界,让您重新发现产品的无限可能。以下是:特薄壁绗磨管加工原理的图文介绍
珩磨管的加工工艺,其特征在于,珩磨管的加工工艺步骤为: a)选料:选用符合标准的合适尺寸的金属材质棒材作为加工珩磨管的原料棒材; b)开坯、自由锻及热处理工艺:对原料棒材采用开坯、自由锻及热处理工艺进行加工; c)矫直:对处理后的原料棒材进行锻锤矫直; d)打深孔:在原料棒材上打出合适尺寸的通孔后制成管材; e)珩磨:采用珩磨油石对管材的通孔进行珩磨加工,使得管材的通孔满足珩磨管所要求的尺寸及加工精度要求; f)车外圆刨光:采用车床对管材的外壁及端面进行车加工及刨光,使得管材的外径达到珩磨管要求的尺寸及加工精度要求,完成珩磨管的制作。
西藏林芝九冶管业有限公司主要产品有:(西藏林芝) 本地 绗磨管等,资源充足,品种齐全,库存量大,价位低。
公司自成立以来,一直把产品质量作为企业生存的根本,把服务质量作为我们成功的桥梁。我们衷心希望与广大客户建立业务联系,提供优质服务,同创业、共诚信求实、发展、创新是我公司的经营宗旨,热忱欢迎广大不锈钢用户及同仁光临我公司,为不锈钢事业共创辉煌。
本公司的经营理念:同样的产品比质量、同样的质量比价格、同样的价格比服务、 同样的服务比信誉
服务三保:保证质量、保证时间、保证数量。
服务宗旨:雄厚的实力、优质的产品、低廉的价格。
郑重承诺:保证以好的产品、优的质量、低的价格、完善的服务来答谢新老顾客的信赖。
经营原则:顾客至上、质量优良、品种齐全、价格合理。
珩磨管的定压过程1、脱落切削阶段,这种定压珩磨,开始时由于孔壁粗糙,油石与孔壁接触面积很小,接触压力大,孔壁的凸出部分很快被磨去。而油石表面因接触压力大,加上切屑对油石粘结剂的磨耗,使磨粒与粘结剂的结合强度下降,因而有的磨粒在切削压力的作用下自行脱落,油石面即露出新磨粒,此即油石自锐。2、破碎切削阶段,随着珩磨的进行,孔表面越来越光 ,与油石接触面积越来越大,单位面积的接触压力下降,切削效率下降。同时切下的切屑小而细,这些切屑对粘结剂的磨耗也很小。因此,油石磨粒脱落很少,此时磨削不是靠新磨粒,而是由磨粒端切削。因而磨粒端负荷很大,磨粒易破裂、崩碎而形成新的切削刃。珩磨管3、堵塞切削阶段,继续珩磨时油石和孔表面的接触面积越来越大,极细的切屑堆积于油石与孔壁之间不易清理,造成油石堵塞,变得很光滑。因此油石切削能力低,相当于抛光。若继续珩磨,油石堵塞严重而产生粘结性堵塞时,油石失去切削能力并严重发热,孔的精度和表面粗糙度均会受到影响。此时应尽快结束珩磨。
油缸缸筒选用的就是大口径的珩磨管,并在其端部配有支承衬套,要跟大家强调的是珩磨管支承衬套的装配部位和装配间隙,不能出现较大的误差,以免损坏缸筒内壁,甚至是导致钢桶报废。一般情况下,支承衬套是镶在珩磨管导向套内径凹槽处,它主要是对活塞杆起导向及支承作用,要求其内径与活塞杆外径间隙保持在0.08-0.16mm之间。如果间隙小于0.08mm时,活塞杆的运动阻力就会增大,造成油缸发颤,支承衬套磨损加快,严重时伴有异响,失去支承作用。但如果间隙超过0.16mm的话,珩磨管就会与活塞杆发生偏磨,使得衬套单边受力,导致油缸泄漏,活塞杆带油。除了这一方面的间隙,还有支承衬套外径与油缸缸筒内径接触,其理想的设计间隙为0.1-0.19mm,过小或过大也会造成珩磨管受损。从上述分析可见,珩磨管的装配间隙对油缸质量至关重要,而装配间隙应以支承衬套来调整,才能符合实际要求而达到理想的作业效果。
今年在西藏林芝市购买特薄壁绗磨管加工原理有了新选择,九冶管业有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的特薄壁绗磨管加工原理产品。如需购买或咨询,请随时联系我们,联系人:李经理-17706353138,QQ:1958857549,地址:丁块工业园。











