以下是:无缝管厂家图片的产品参数无缝管厂家图片,华凯异形钢管厂为您提供无缝管厂家图片的资讯,联系人:白经理,电话:0635-2119611、13963541199,QQ:2195085300,发货地:山东聊城开发区钢管厂发货到四川省 甘孜市 康定市、泸定县、丹巴县、九龙县、雅江县、道孚县、炉霍县、新龙县、德格县、白玉县、石渠县、色达县、理塘县、巴塘县、乡城县、稻城县、得荣县。 四川省,甘孜藏族自治州 2022年,甘孜藏族自治州地区生产总值达到471.94亿元,比上年增长3.5%。
简约设计,不简单内涵。观看我们的无缝管厂家图片产品视频,用少的话语传达真实的产品价值。以下是:无缝管厂家图片的图文介绍
在未来,四川甘孜华凯异形钢管厂将继续做好 无缝管产品,发扬“超越自我、追求圆满”的企业精神,以“人人品管,技术争先,团结协作,求真务实。”的宗旨,不断进行经营改革和管理创新,增强企业的整体竞争力、凝聚力、创新力,来服务于社会。
不锈钢管规格及外观质量:按GB14975-94《不锈钢无缝钢管》规定,钢管通常长度(不定尺)热轧钢管1.5~10m,热挤压钢管等于和大于1m。冷拔(轧)钢管壁厚0.5~1.0mm者,1.0~7m;壁厚大于1.0mm者,1.5~8m。热轧(热挤压)钢管的直径54~480mm共45种;壁厚4.5~45mm共36种。冷拔(轧)钢管的直径6~200mm共65种;壁厚0.5~21mm共39种。
钢管内外表面不得有裂缝、折叠、龟裂、裂纹、轧折、离层和结疤缺陷存在,这些缺陷应完全掉(供机械加工用管除外),后不得使壁厚和外径超过负偏差。凡不超过允许负偏差的其他轻微表面缺陷可不。直道允许深度。热轧、热挤压钢管、直径小于和等于140mm的不大于公称壁厚的5%,大深度不大于0.5mm;冷拔(轧)钢管不大于公称壁厚的4%,大深度不大于0.3mm。钢管两端应切成直角,并毛刺。
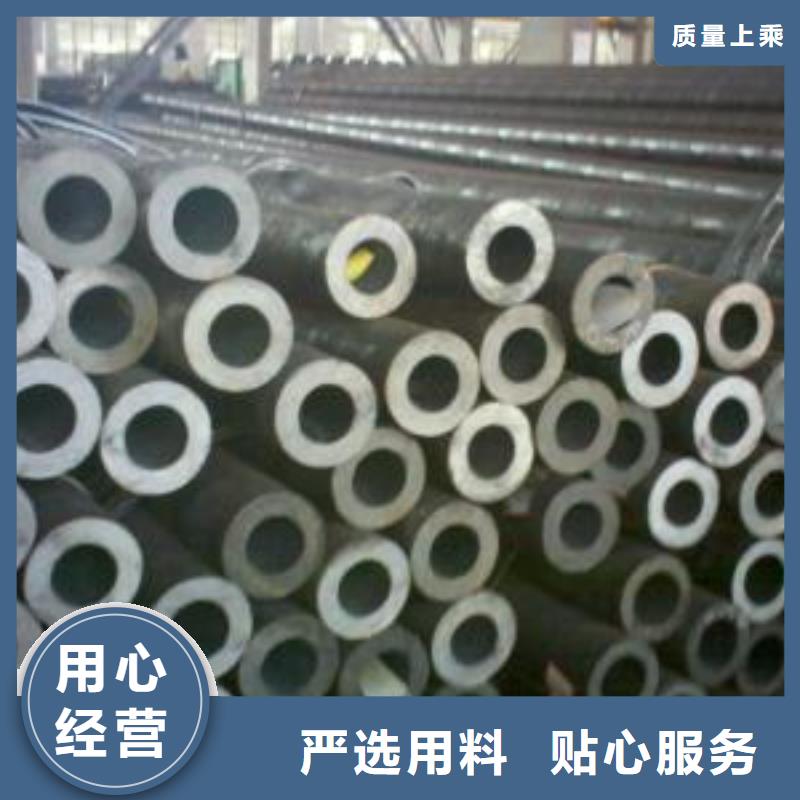
厚壁钢管不均主要体现为螺旋状壁不均、直线状壁厚不均及头尾部壁厚偏厚、偏薄等现象
一、螺旋状厚壁钢管不均的成因是穿孔机轧制中心线不正、两轧辊的倾角不等或顶头前压下量太小等调整原因造成的壁厚不均,一般沿钢管的全长呈螺旋状分布。主要措施是调整穿孔机轧制中心线,使两轧辊的倾角相等,按轧制表给定参数调整轧管机。
二、直线状壁厚不均的原因是芯棒预穿鞍座高度调整不合适,芯棒预穿时接触到某一面的毛管,致使毛管在接触面上温降过快,造成壁厚不均甚至拉凹缺陷。连轧轧辊间隙过小或过大。 轧管机中心线偏差。单、双机架压下量不均,会造成钢管单机架方向超薄(超厚)、双机架方向超厚(超薄)的直线型对称偏差。主要措施是调整好芯棒预穿鞍座的高度、保证芯棒与毛管对中。更换孔型及轧制规格时应测量轧辊间隙,使实际轧辊间隙与轧制表保持一致。用光学对中装置调整轧制中心线,年度大修时必须校正轧管机中心线。
三头、尾部壁厚不均的原因是管坯前端切斜度、弯曲度过大、管坯定心孔不正易造成钢管头部壁厚不均。穿孔时延伸系数太大、轧辊转速太高、轧制不稳定。穿孔机抛钢不稳定易造成毛管尾部壁厚不均。措施是检查管坯质量,防止管坯前端切斜度、压下量大,更换孔型或检修均应校正定心孔。采用较低的穿孔速度,以确保轧制的稳定性和毛管壁厚的均匀度。当轧辊转速调整后,匹配的导盘也做相应调整。
今年在四川省甘孜市购买无缝管厂家图片有了新选择,华凯异形钢管厂始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的无缝管厂家图片产品。如需购买或咨询,请随时联系我们,联系人:白经理-13963541199,QQ:2195085300,地址:山东聊城开发区钢管厂。