


以下是:现货供应电解抛光设备_品牌厂家的产品参数
材质 不锈钢奥氏体马氏体 产地 张家港 规格 定做 类型 抛光 作用 增亮不锈钢光泽度去除焊点毛刺氧化皮等 型号 DD-808 品牌 张家港灯鼎科技 可定制 是 型号 DD-808 现货供应电解抛光设备_品牌厂家_前海灯鼎实业有限公司,固定电话:18018712562,移动电话:18018712562,联系人:楚先生,QQ:858787721,宝安区沙井镇发货到云南省 玉溪市 红塔区、江川区、澄江市、通海县、华宁县、易门县 发货到 云南省玉溪市。 云南省,玉溪市 玉溪市地势西北高、东南低,山地、峡谷、高原、盆地交错分布,横距172千米,纵距163.5千米。大部分地区海拔1500-1800米。年平均气温为16.4-24.6℃,气候立体多样,冬无严寒,夏无酷暑,四季如春,干湿分明。
想要了解现货供应电解抛光设备_品牌厂家产品的魅力?视频为你揭晓答案!
以下是:现货供应电解抛光设备_品牌厂家的图文介绍
不锈钢电解抛光的工艺流程:机械抛光--化学抛光--清洗--腐蚀--清洗--化学抛光--清洗--电解抛光--热水回收--清洗--钝化--清洗--开水烫干--老化--检验--包装。对于抛光要求高的,按此流程较好。对于抛光要求低者,可以省去化学抛光或机械抛光。各种影响电解抛光质量的原因:1 磷酸是形成电解抛光粘液膜的主要成分之一。磷酸含量过高时,槽液黏度很高,电阻较大,需要在较高电压下才能抛光,且整平速度较慢。磷酸含量过低时,难以形成黏液膜,即钝化倾向小于活化倾向,导致零件的不均匀腐蚀。2 硫酸的影响:硫酸对不锈钢有较强的腐蚀作用。硫酸的含量过高时,抛光表面容易出现过腐蚀的均匀的密集的麻点;硫酸含量过低时,钝化倾向小于活化倾向,不均匀的腐蚀更为严重。
3 电流的影响:电解抛光通常在高电流密度下进行。在低电流密度时,金属处于活化状态,被抛光的表面发生侵蚀,此时化学溶解强于电化学抛光溶解,因此所得抛光表面的粗糙度差。
当电流的密度超过了正常的抛光范围时,会有氧气猛烈的析出,表面发生过热和腐蚀,造成剧烈的不规格的溶解。同时增大了电能的消耗,降低了电流的效率。高阳极的电流密度,有时还会导致阳极的迅速溶解,使近阳极的溶解产物浓度提高,电阻增大。
4 温度的影响:降低温度会使电解液的黏度提高,阳极溶解产物从金属表面向本体电解液的扩散更加困难。提高温度可使抛光的过程加速,电流的效率提高,从而改善了产品的粗糙度和光亮度。
温度过高会使溶解的金属的浓度不断升高,同时,高温度容易形成气流,把电解液与金属表面挤开,反而降低了金属的溶解速度。因为高温时电解液的黏度相应降低了,从而加速了溶解产物的扩散,这样的又导致溶解速度的加速,影响了产品的表面的光亮度。
5 抛光时间的影响:延长抛光时间,超过了达到一定的表面光亮度所需的时间上限,不仅不能进一步提高表面的光亮度,反而会降低表面的光亮度。
挂点形成的原因:首先可以肯定挂点并不是因为电解液的原因所造成的。而是因为所需电解的工件所需消耗的电流较大,而挂具丝所能通过的电流有限,已超过挂具丝所能承受的大电流,所以导致挂具丝因通过的电流过大,而挂具丝在温度越高电阻越大的情况下发生过热或烧红的现象,从而产生挂点。解决方案:1、 选择导电性能较好的材料做挂具:一般来讲,铜的导电率是钛丝的20倍以上,所以铜挂具的导电能力比钛挂具的导电能力要强,更不容易产生挂点。一般可以采用有弹性及硬度较好的磷铜丝做挂具。当然还要考虑挂个的使用寿命问题,钛挂具在耐腐蚀方面明显要优于铜丝。不同的电解液对铜的溶解能力不一,根据我的所见,有的厂家电解液可能三五天内铜丝可能就完全溶解完了。也有的一个月左右。但在灯鼎牌电解液中铜丝基本寿命可以达到3个月或更长时间再更换。所以换铜丝做挂具还是可行的。相对成本与生产效率及品质相比,还是物有所值。案例:江苏渭西集团电解抛光不锈钢拉篮,每个拉篮所需消耗的电流约为220A,首先采用钛丝做为挂丝,每个拉篮上挂三个点,电压需调节到8V才能达到所需的电流。在电解过程中,用手接触挂钩,明显感觉到挂钩发烫,电解后取出工件,在挂丝接触的地方有明显的烧黑挂点。而且发现钛的挂丝出现因温度过高,钛丝发蓝的现象。而改用相同规格的磷铜丝做为挂丝后,电压6.5V便可以达到所需电流,在电解过程中电压调节到10V挂钩没有发热现象,电解后的工件没有挂点。2、 适当的增加挂点:当然首先要确定在现在挂点情况下所电解后工件的挂点情况。如果在现在条件下只出现轻微的挂点,通过增加挂点的方式基本是可以解决问题的。这就好比修路,现有的将电流运输到工件上的线路只有一条或几条,所出现有结果就是有挂点,而出现挂点的原因是因为通过挂丝的电流超负荷。所以在这种情况之下,可以多增加一个或几个挂点,将电流分流流向同一个工件,减轻挂丝的电流负荷情况。对挂点大有改善。如果在现有条件下出现的挂点情况非常严重,则建议还是更换挂具材料,这种情况下增加几个挂点几乎是不能解决问题的,况且工人操作也很麻烦。3、 适当调低电压:首先电解抛光前要调试确定出所电工件的低电流,意思就是必须在多少电流以上工件才能电亮。低于正常电流的操作,会导致工件一直处理溶解状态,不出光。或是工件电解后表面会出现白雾状的脏污,需要手工擦拭后才能除掉,这是不可选的。当然高于正常所需电流操作是可选的,电压越高,出光速度会越快,可以减少电解时间,提高生产效率。所以工厂生产时一般都会采用偏高于正常电流来操作,以达到提高生产效率目的。但当所调节的电压过高时,很可能就会超出挂丝的大负荷,产生挂点。在这种情况下,挂点是可以通过适当放低输入电压来调节的。4、 可以降低或控制电解液的温度:电解液的导电性和挂丝的导电性在不同的温度情况下,导电性能正好相反。温度越高,挂丝的电阻越大,因为金属挂具内的自由电子在温度不断升高的过程中振动越强,所通过的电流路线越弯曲,所能通过的电流越小。而电解液则会随之温度的升高,内部电离子越活跃,导电性能越强。所以当电解液温度越高时,就会产生二种对挂点不利的因素,就是挂具的导电性会大大下降,而工件所需的电流会大大。从而从容易产生挂丝超负荷而产生挂点。这种情况下适当的降低电解液的温度就可以解决。大部份电解液在50~100度之间都是可以工作的,所以当温度达到80度以上或出现挂点情况时,可以适当停机几小时,让温度降低。或者是在电解槽的外围再建一个冷却槽包围电解槽,以流动水不断循环来隔层控制电解池的温度
云南玉溪前海灯鼎实业有限公司常年备有大量的 电解抛光设备现货库存,规格全,公司坚持以人为本,以“学习、分享、感恩、正直、尊重、责任”为企业价值观。先进的设备、科学的规范化管理、严格的质保体系、高素质的核心团队是公司核心竞争力。相信云南玉溪前海灯鼎实业有限公司是值得信赖的合作伙伴,公司将继续在“为满足客户需求而精益求精”的使命指导下,如既往地为广大客户提供优质、及时、完善的服务。
二、整流器大小的选择:整流器一般以槽体体积大小为参考选择,一般为槽体积(立方米)X1300A=整流器大小。如2立方米的槽,标配2500或3000A整流器为宜。
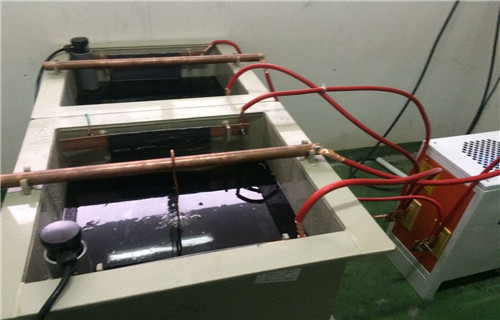
三、降温设施:连续式电解或高负荷电解的一定要考虑做好降温设施,一般采用耐酸的塑胶类管(日丰焊接用包铝管)布在槽的一侧(紧贴槽壁,再挂阴极)。降温时可以采用冷水循环方式。因为加温相对易解决,可以采用石英电热管,但在作业过程中温度会随电解放热而不断升温。温度宜控制在50~70变为宜。过高的温度对品质和 剂寿命都会产生不良影响。
四、 剂过滤:想要长期稳定的做好品质,过滤很重要。可以减少 剂在电解过程中溶解的杂质,有助于提高电流效率和品质。防止产生沉积。如:保温杯电解过程中溶解了喷砂的砂粒,如果不过滤则会对光洁度和一致性产生影响,过滤后即可恢复正常。过滤可以采用酸碱过滤泵解决。
五、电解 剂的选择:电解抛光液的选择非常重要、决定了品质的等级。一般市面上老配方铬酸型 剂对操作环境有影响,铬酸的挥发不但刺激皮肤和强烈的刺睥味道。主要还是使用寿命不长,使用温度高,易失效,且电解一段时间后表面成哑白色,没有不锈钢的正常光洁。这方面灯鼎表面处理技术开发有限公司有多款环保无铬的电解抛光液可供选择。灯鼎专业的技术人员会根据您的个性化需求配制合适的 剂。
今年在云南省玉溪市购买现货供应电解抛光设备_品牌厂家有了新选择,前海灯鼎实业有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的现货供应电解抛光设备_品牌厂家产品。如需购买或咨询,请随时联系我们,联系人:楚先生-18018712562,QQ:858787721,地址:宝安区沙井镇。














